壓力容器的形狀和幾何尺寸檢驗用檢具
在壓力容器制造現場,檢驗人員需要按照設計圖樣和技術要求,對壓力容器及零部件的形狀和幾何尺寸進行檢驗。壓力容器及零部件的形狀和幾何尺寸必須滿足設計圖樣、技術條件和現行相關標準的要求。因此,壓力容器及零部件的形狀和幾何尺寸檢驗是壓力容器產品制造檢驗過程的一個重要內容。下面對壓力容器制造現場檢驗常用樣板進行介紹
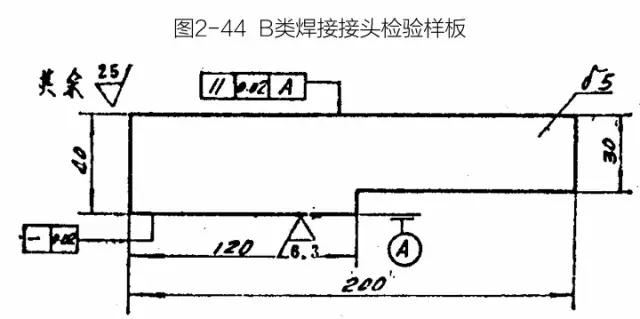
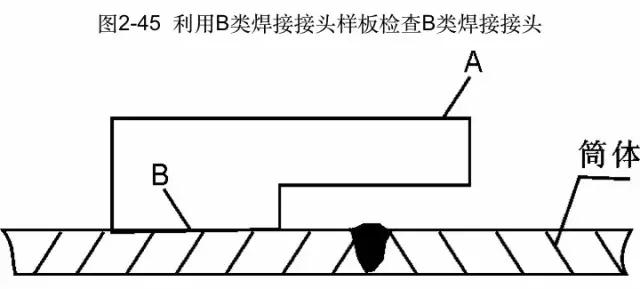
1B類焊接接頭檢驗樣板
壓力容器筒體的B類焊接接頭的對口錯邊量、焊縫余高等可以用焊接檢測尺檢驗、測量。因尺寸和結構原因,用焊接檢測尺無法進行檢測時,則要采用B類焊接接頭檢驗樣板,見圖2-44、圖2-45。
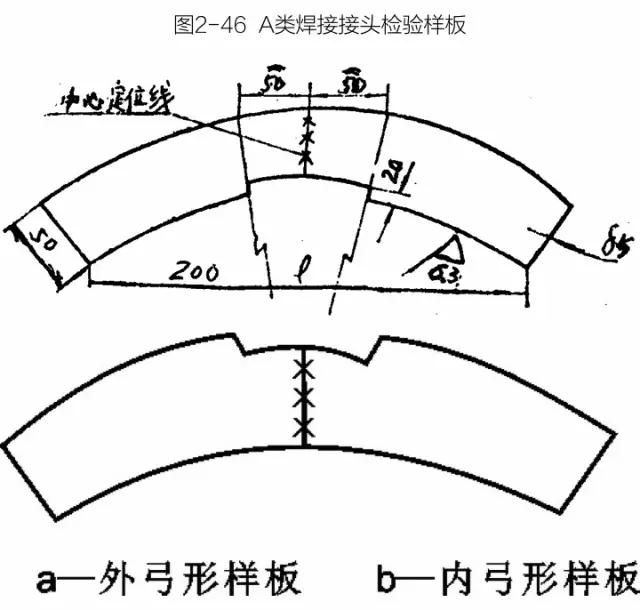
2A類焊接接頭檢驗樣板
A類焊接接頭檢驗樣板用于檢驗和測量筒體A類焊接接頭的對口錯邊量、焊縫余高等。A類焊接接頭檢驗樣板又分為外弓形樣板和內弓形樣板兩種,見圖2-46。
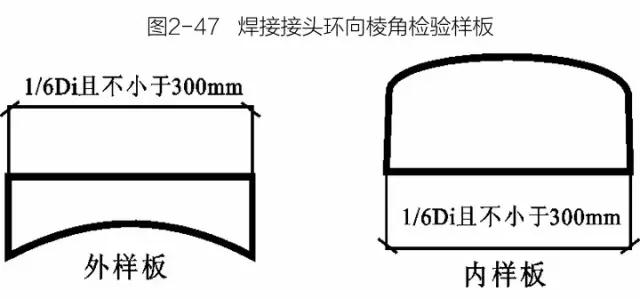
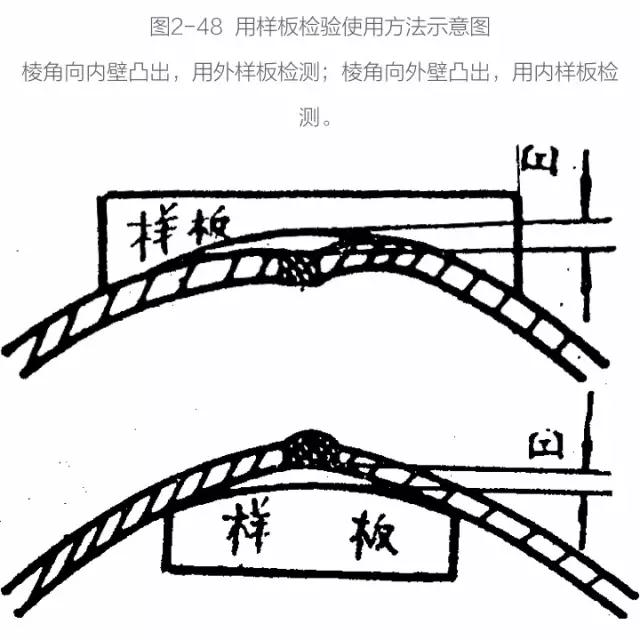
3焊接接頭環向棱角檢驗樣板
在焊接接頭環向形成的棱角E用弦長等于1/6內徑,且不小于300mm的內樣板和外樣板檢驗、測量,見圖2-47和圖2-48。
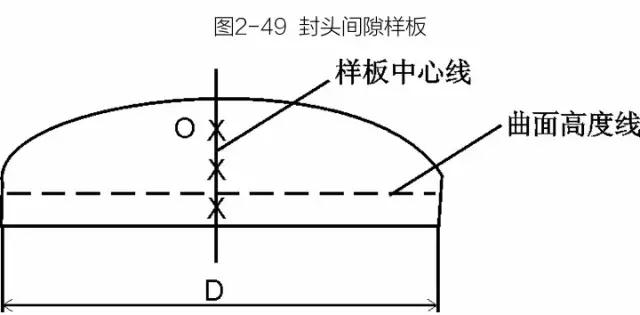
4封頭間隙樣板
封頭間隙樣板是采用弦長相當于封頭內直徑的間隙樣板檢驗和測量封頭的內表面形狀公差,見圖2-49。
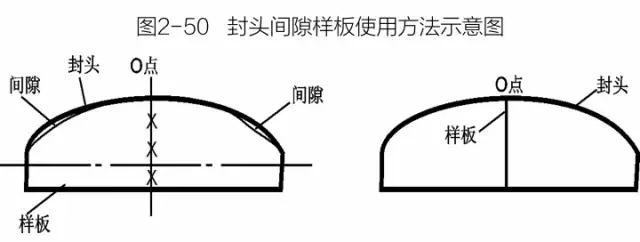
檢查時應使樣板垂直于待測表面,并且使封頭樣板中心線的O點與被檢封頭的中心點對準,重合。見圖2-50。
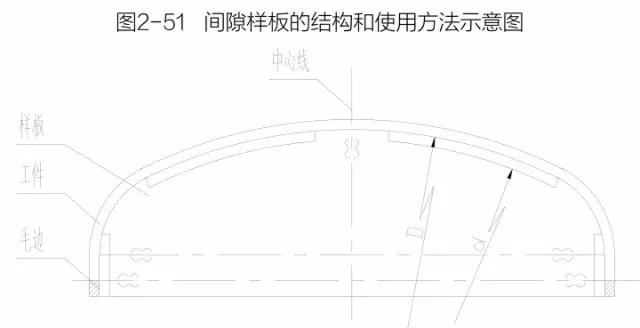
6.3.7 “用弦長相當于封頭內徑的間隙樣板,檢查封頭內表面的形狀公差。檢查時應使樣板垂直于待測表面,允許避開焊縫進行測量。橢圓形、碟形、球冠形封頭內表面的形狀公差應符合以下要求:
a) 樣板與封頭內表面間的最大間隙:外凸不得大于1.25%Di;內凹不得大于0.625%Di。
b) 樣板輪廓曲線線性尺寸的極限偏差:按GB/T1804-2000中m級的規定。”
標準中使用了“間隙樣板”的稱謂,其含義是間隙樣板弦長“相當于”封頭內直徑用來檢查封頭內表面的形狀公差。這里關鍵是對“相當”的理解。我們把間隙樣板的直徑設定為D,使D等于封頭標準內直徑減去封頭內直徑允許公差,即D=Di-4做為“相當”標準內直徑輪廓線與檢測面接觸,進行檢查測量。
當封頭被測表面外凸時,如果用間隙樣板進行檢查,只要直接用樣板測量(D處)或測量值減去40mm(d處)即是外凸間隙值。但對于內凸,將會使樣板被墊起或放不穩不易測量內凸值。為此可將樣板向內縮小40mm,即d=D-40劃出輪廓線做為測量基準。用40mm減去測量值即為被測面內凸值。
注1:φ600~φ6000封頭內直徑公差最大為(-4~+6)mm,故D =Di-4做為間隙樣板直徑。
注2:封頭內凸允差為0.625%Di按Di=6000,則內凸允差為37.5mm,圓整后選40mm做為樣板輪廓間隙。
5筒體圓弧樣板
筒體圓弧樣板用于筒體卷圓時,檢查筒體的圓度。
筒體圓弧樣板一般都采用內樣板,即樣板的外圓直徑與筒體的內直徑相同。
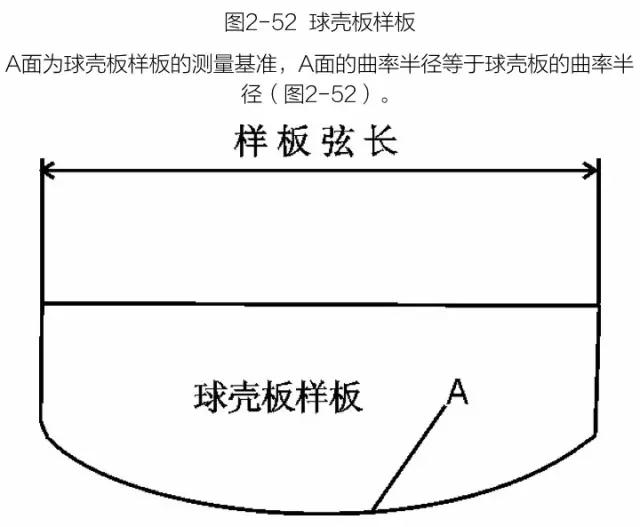
6球殼板樣板
采用球殼板樣板測量球殼板曲率偏差,當球殼板弦長大于或等于2000mm時,樣板弦長不得小于2000mm;當球殼板弦長小于2000mm時,樣板弦長不得小于球殼板的弦長。
滄州五森管道設備有限公司
隔熱管托 http://www.nb-mingxing.com/