商務部電話:15931706007
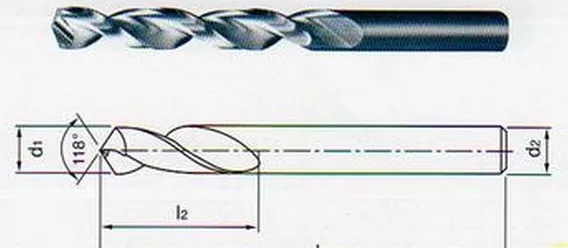
鉆頭是用來在實體材料上鉆削出通孔或盲孔,并能對已有的孔擴孔的刀具。常用的鉆頭主要有麻花鉆、扁鉆、中心鉆、深孔鉆和套料鉆。擴孔鉆和锪鉆雖不能在實體材料上鉆孔,但習慣上也將它們歸入鉆頭一類。各類鉆頭規格如下表 鉆頭規格180度
| 規格 | 小徑 | 大徑 | 全長 | 小徑刃長 | 柄徑 |
| M3 | 3.4 | 6.5 | 65 | 13 | 6.5 |
| M4 | 4.5 | 8 | 75 | 18 | 8 |
| M5 | 5.5 | 9.5 | 85 | 22 | 9.5 |
| M6 | 6.6 | 11 | 90 | 25 | 11 |
| M8 | 9 | 14 | 100 | 28 | 12 |
| M10 | 11 | 17.5 | 110 | 30 | 12 |
| M12 | 14 | 20 | 115 | 32 | 12 |
| 1/4 | 6.85 | 11 | 90 | 25 | 11 |
| 5/16 | 8.55 | 14 | 100 | 28 | 12 |
| 3/8 | 10.1 | 15 | 110 | 30 | 12 |
| 1/2 | 13.5 | 20 | 115 | 32 | 12 |
| 鉆頭規格90 度 | |||||
| 規格 | 小徑 | 大徑 | 全長 | 小徑刃長 | 柄徑 |
| M3 | 3.4 | 6.4 | 65 | 35 | 6.4 |
| M4 | 4.5 | 8.4 | 75 | 42 | 8.4 |
| M5 | 5.5 | 10.4 | 85 | 50 | 10.4 |
| M6 | 6.6 | 12.5 | 90 | 53 | 12 |
| M8 | 9 | 16.5 | 100 | 53 | 12 |
| 鉆頭規格180度 | |||||
| 規格 | 小徑 | 大徑 | 全長 | 小徑刃長 | 柄徑 |
| M3 | 3.4 | 6.5 | 65 | 13 | 6.5 |
| M4 | 4.5 | 8 | 75 | 18 | 8 |
| M5 | 5.5 | 9.5 | 85 | 22 | 9.5 |
| M6 | 6.6 | 11 | 90 | 25 | 11 |
| M8 | 9 | 14 | 100 | 28 | 12 |
| M10 | 11 | 17.5 | 110 | 30 | 12 |
| M12 | 14 | 20 | 115 | 32 | 12 |
| 1/4 | 6.85 | 11 | 90 | 25 | 11 |
| 5/16 | 8.55 | 14 | 100 | 28 | 12 |
| 3/8 | 10.1 | 15 | 110 | 30 | 12 |
| 1/2 | 13.5 | 20 | 115 | 32 | 12 |
| 鉆頭規格90 度 | |||||
| 規格 | 小徑 | 大徑 | 全長 | 小徑刃長 | 柄徑 |
| M3 | 3.4 | 6.4 | 65 | 35 | 6.4 |
| M4 | 4.5 | 8.4 | 75 | 42 | 8.4 |
| M5 | 5.5 | 10.4 | 85 | 50 | 10.4 |
| M6 | 6.6 | 12.5 | 90 | 53 | 12 |
| M8 | 9 | 16.5 | 100 | 53 | 12 |
| 鉆頭外徑 | 鉆頭長度 | 鉆頭外徑 | 鉆頭長度 | ||
| φ20mm | 350mm | φ102mm | 350mm/420mm | ||
| φ22mm | 350mm | φ108mm | 350mm/420mm | ||
| φ24mm | 350mm | φ110mm | 350mm/420mm | ||
| φ26mm | 350mm/420mm | φ114mm | 350mm/420mm | ||
| φ28mm | 350mm/420mm | φ120mm | 350mm/420mm | ||
| φ30mm | 350mm/420mm | φ127mm | 350mm/420mm | ||
| φ32mm | 350mm/420mm | φ132mm | 350mm/420mm | ||
| φ38mm | 350mm/420mm | φ150mm | 350mm/420mm | ||
| φ40mm | 350mm/420mm | φ159mm | 350mm/420mm | ||
| φ44mm | 350mm/420mm | φ166mm | 350mm/420mm | ||
| φ50mm | 350mm/420mm | φ180mm | 350mm/420mm | ||
| φ57mm | 350mm/420mm | φ200mm | 350mm/420mm | ||
| φ63mm | 350mm/420mm | φ220mm | 350mm/420mm | ||
| φ76mm | 350mm/420mm | φ250mm | 350mm/420mm | ||
| φ83mm | 350mm/420mm | φ275mm | 350mm/420mm | ||
| φ89mm | 350mm/420mm | φ300mm | 350mm/420mm | ||
| 鉆頭規格180度 | |||||
| 規格 | 小徑 | 大徑 | 全長 | 小徑刃長 | 柄徑 |
| M3 | 3.4 | 6.5 | 65 | 13 | 6.5 |
| M4 | 4.5 | 8 | 75 | 18 | 8 |
| M5 | 5.5 | 9.5 | 85 | 22 | 9.5 |
| M6 | 6.6 | 11 | 90 | 25 | 11 |
| M8 | 9 | 14 | 100 | 28 | 12 |
| M10 | 11 | 17.5 | 110 | 30 | 12 |
| M12 | 14 | 20 | 115 | 32 | 12 |
| 1/4 | 6.85 | 11 | 90 | 25 | 11 |
| 5/16 | 8.55 | 14 | 100 | 28 | 12 |
| 3/8 | 10.1 | 15 | 110 | 30 | 12 |
| 1/2 | 13.5 | 20 | 115 | 32 | 12 |
| 鉆頭規格90 度 | |||||
| 規格 | 小徑 | 大徑 | 全長 | 小徑刃長 | 柄徑 |
| M3 | 3.4 | 6.4 | 65 | 35 | 6.4 |
| M4 | 4.5 | 8.4 | 75 | 42 | 8.4 |
| M5 | 5.5 | 10.4 | 85 | 50 | 10.4 |
| M6 | 6.6 | 12.5 | 90 | 53 | 12 |
| M8 | 9 | 16.5 | 100 | 53 | 12 |
| 中心鉆頭規格表 | |||||
| 刃徑(d) | 刃徑公差 | 刃長(L2) | 柄徑(D) | 全長(L) | |
| 0.4 | 0.05-0.05 | 0.5 | 3 | 31 | |
| 0.5 | 0.05-0.05 | 0.6 | 3 | 31 | |
| 0.6 | 0.05-0.05 | 0.7 | 3.5 | 36 | |
| 0.7 | 0.05-0.05 | 0.8 | 3.5 | 36 | |
| 0.8 | 0.05-0.05 | 0.9 | 4 | 36 | |
| 0.9 | 0.05-0.05 | 1 | 4 | 36 | |
| 1 | 0.05-0.05 | 1.2 | 4 | 36 | |
| 1.2 | 4 | 100 | |||
| 1.2 | 0.05-0.05 | 1.4 | 5 | 42 | |
| 1.5 | 0.05-0.05 | 1.8 | 5 | 42 | |
| 1.8 | 5 | 100 | |||
| 1.8 | 5 | 150 | |||
| 1.8 | 5 | 200 | |||
| 2 | 0.08-0.08 | 2.4 | 5 | 42 | |
| 2.4 | 6 | 100 | |||
| 2.4 | 6 | 150 | |||
| 2.4 | 6 | 200 | |||
| 2.5 | 0.08-0.08 | 3 | 6 | 47 | |
| 3 | 8 | 100 | |||
| 3 | 8 | 150 | |||
| 3 | 8 | 200 | |||
| 3 | 0.08-0.08 | 3.6 | 7.7 | 57 | |
| 3.6 | 10 | 100 | |||
| 3.6 | 10 | 150 | |||
| 3.6 | 10 | 200 | |||
| 3.2 | 0.08-0.08 | 3.8 | 7.7 | 57 | |
| 4 | 0.08-0.08 | 4.8 | 10 | 69 | |
| 4.8 | 10 | 100 | |||
| 4.8 | 10 | 150 | |||
| 4.8 | 10 | 200 | |||
| 5 | 0.12-0.12 | 6 | 11 | 69 | |
| 6 | 12 | 100 | |||
| 6 | 12 | 150 | |||
| 6 | 12 | 200 | |||
| 6 | 0.12-0.12 | 8 | 16 | 90 | |
| 8 | 0.12-0.12 | 10 | 18 | 100 | |
| 10 | 0.12-0.12 | 12 | 18 | 100 | |
| 12 | 0.12-0.12 | 15 | 22 | 110 | |
高速鋼空心鉆頭,又名取芯鉆頭或開孔器,鉆頭分類:高速鋼鉆頭,硬質合金鉆頭,鎢鋼鉆頭;削切深度:35MM、50MM、100M;適合鉆機:進口的磁座鉆、磁力鉆、國產磁座鉆、磁鐵鉆、吸鐵鉆、鋼板鉆、磁性鉆、機床、臺鉆、座鉆等。直徑規格:12MM至100MM;鉆頭主要材質有高速鋼類;粉末冶金類;硬質合金類。
鉆頭軸線要與砂輪面斜出60°的角度。這個角度就是鉆頭的鋒角,此時的角度不對,將直接影響鉆頭頂角的大小及主切削刃的形狀和橫刃斜角。這里是指鉆頭軸心線與砂輪表面之間的位置關系,取60°就行,這個角度一般比較能看得準。這里要注意鉆頭刃磨前相對的水平位置和角度位置,二者要統籌兼顧,不要為了擺平刃口而忽略了擺好度角,或為了擺好角度而忽略了擺平刃口。
鉆頭的長度和直徑之比越大,其彎曲傾向增加。減小長徑比,可以減小撓曲力,從而避免鉆頭折斷和孔徑誤差加大。較深的孔要求鉆頭規格有較大的長徑比。通常孔深超過3倍直徑就是“深孔”,而微鉆的孔深一般都要超過這個限度。
電錘鉆頭規格:6mm,8mmx110mm; 8mmx160mm; 8mm,10mm,12mmx210mm,10mm,12mm,16mm,20mmx450mm。
硬質合金電錘鉆主體采用優質合金鋼材,刀頭 采用硬質合金焊接而成。與各種電錘機配套使用,適用混凝土、磚等硬質建材上鉆孔。是建筑、安裝行業中用途廣、效率高的打孔工具。
電錘鉆頭套裝規格為:5*110mm,6
電錘鉆頭套裝規格為:5*110mm,6*110mm,6*160mm,8*160mm,10*160mm
電錘鉆頭 圓柄 方柄
6MM 8MM 10MM 12MM 14MM 16MM-28MM為穿墻鉆 長度為350MM16MM 18MM 20MM 22MM 25MM 28MM
鉆頭種類
A.依構造分類
(1)整體式鉆頭:鉆頂、鉆身、鉆柄由同一材料整體制造而成。
(2)端焊式鉆頭,鉆頂部位由碳化物焊接而成。
B.依鉆枘分類
(1)直柄鉆頭:鉆頭直徑于ψ13.0mm以下,皆采用直柄。
(2)錐柄鉆頭:鉆頭柄為錐度狀,一般其錐度均采用莫氏錐度。
C.依用途分類
(1)中心鉆頭:一般用于鉆孔前打中心點用,前端錐面有60°、75°、90°等,車床作業時為了用尾座支,持應該用60°中心鉆與車床尾座頂心60°相配合。
(2)麻花鉆頭: 為工業制造上使用最廣泛的一種鉆頭,我們一般使用的就是麻花鉆頭。
(3)超硬鉆頭: 鉆身之前端或全部以超硬合金刀具材料制成,使用于加工材料之鉆孔加工。
(4)油孔鉆頭: 鉆身有兩道小孔,切削劑經此小孔到達切刃部份,以帶走熱量及切屑,使用此鉆頭一般工作物旋轉,而鉆頭靜止。
(5)深孔鉆頭:最早用于槍管及石包管之鉆孔加工,又稱為槍管鉆頭。深孔鉆頭為一直槽型,在一圓管中切除四分之一強的部份以產生刃口排屑。
(6) 鉆頭鉸刀: 為了大量生產之需要,其前端為鉆頭,后端為鉸刀,鉆頭直徑與鉸刀直徑只差鉸孔之裕留量,也有鉆頭于螺攻絲混合使用,故又稱為混合鉆頭。
(7)錐度鉆頭: 當加工模具進料口時,可使用錐度鉆頭。
(8)圓柱孔鉆頭: 我們稱其為沉頭銑刀,此種鉆頭前端有一直徑較小之部分稱為道桿。
(9)圓錐孔鉆頭: 為鉆削圓錐孔之用,其前端角度有90°、60°等各種,我們使用的倒角刀就是圓錐孔鉆頭的一種。
滄州五森管道設備有限公司 隔熱管托 20190214
掃一掃,加微信










