手工電弧焊用焊接材料 電焊條:內部鋼芯和外側藥皮隔熱管托
1. 鋼芯 主要作用導電,并在焊條端部形成具有一定成分的熔敷金屬。要求焊芯盡量減少有害元素的含量,限制S、P,有些焊條要求焊芯控制As(砷)、Sb(銻)、Sn(錫)等元素。
2. 藥皮 又稱為涂料,保證熔敷金屬具有一定的成分和性能。 采用氧化物、碳酸鹽、硅酸鹽、有機物、氟化物、鐵合金及化工產品等上百種原料粉末,按照一定的配方比例混合而成。隔熱管托
藥皮中各種組分作用:
1)穩弧劑:凡易電離的物質均能穩弧。用堿金屬及堿土金屬化合物,碳酸鉀、碳酸鈉、大理石等。
2)造渣劑:形成溶渣,覆蓋熔化金屬表面,保護熔池及改善焊縫成形。隔熱管托
3)脫氧劑:降低含氧量,提高機械性能。主要脫氧劑有錳鐵、硅鐵、鈦鐵。
4)造氣劑:高溫下分解出氣體,保護電弧及熔池,防止空氣中氧和氮侵入。
5)合金劑:補償合金元素的燒損及向焊縫過渡合金元素,以 保證焊縫的化學成分及性能等。
6)增塑潤滑劑:增加藥皮粉料在焊條壓涂過程的塑性、滑性及流動性,以提高焊條的壓涂質量,減小偏心度。
7)粘接劑:使藥皮粉料在壓涂過程中有一定粘性,與焊芯牢,并使之在烘干后具有一定的強度。隔熱管托
焊條用途:
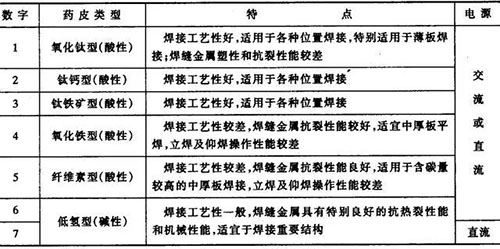
按熔渣的堿度分類 酸性焊條和堿性焊條。
酸性焊條 焊接工藝性好,成形整潔,去渣容易,不易產生氣孔和夾渣。但藥皮氧化性強使合金元素燒損大,機械性能(沖擊韌性)比較低。 酸性焊條一般均可用交直流電源。 典型的酸性焊條是J422。 隔熱管托
堿性焊條 焊接的焊縫機械性能良好,特別是沖擊韌性比較高,主 要用于重要結構的焊接。氟化物粉塵有害,應加強現場的通 風排氣,以改善勞動條件。 典型的堿性焊條有J507。
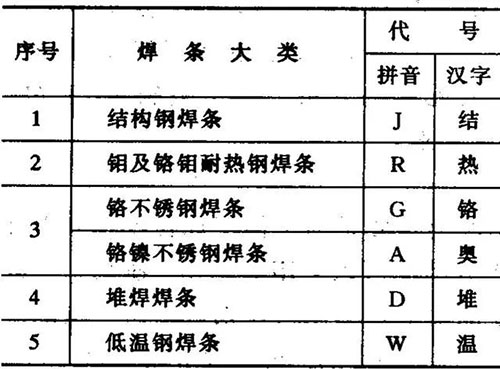
按焊條藥皮主要成分分類
當藥皮中含有30%以上的二氧化鈦及20%以下的鈣、鎂的碳酸鹽時,就稱為鈦鈣型。
結構鋼焊條牌號 J422,中“J”表示結構鋼焊條,按用途分 第一、二位數字“42”表示焊縫金屬的抗拉強度等級(用MPa值的1/10表示), 末位數字“2”表示藥皮類型及焊接電源的種類 隔熱管托
奧氏體鉻鎳不銹鋼焊條牌號 A132中“A”表示奧氏體不銹鋼焊條; 第一、第二位數字表示焊縫金屬主要化學成分組成。 末位數字表示藥皮類型和焊接電源種類
焊條型號 :是以焊條國家標準為依據、反映焊條主要特性的一種表示方法。
焊條型號根據焊縫金屬的力學性能、藥皮類型、焊接位置和焊接電流種類劃分隔熱管托。
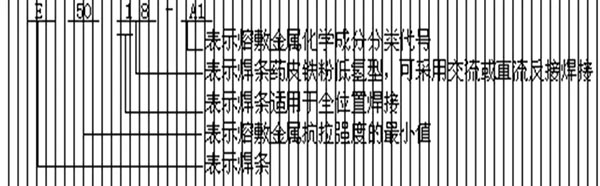
碳鋼焊條型號
E4315中“E”表示焊條;前兩位數字表示熔敷金屬抗拉強度的最小值,單位為MPa值的1/10;第三位數字表示焊條焊接位置,“0”及“1”表示用于全位置焊接(平、立、仰、橫),“2”表示適用于平焊及平角焊,“4”適用于向下立焊;第三位和第四位數字組合時表示焊接電流種類及藥皮類型隔熱管托。
常用焊條
a. E4303、E5003焊條 鈦鈣型。主要用于較重要的碳鋼結構。
b. E4315、E5015 焊條 低氫鈉型,主要用于重要的低碳鋼結構及低合金鋼結構,也被用于焊接高硫鋼和涂漆鋼
c. E4316、E5016型焊條 低氫鉀型,電弧穩定,主要用于重要的低碳鋼及低合金鋼結構隔熱管托。
低合金鋼焊條型號 如E5018-A1,后綴字母為熔敷金屬的化學成分分類代號
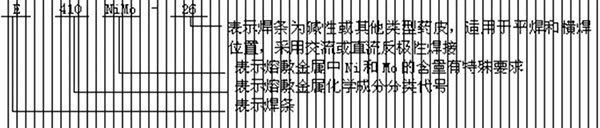
不銹鋼焊條型號 E308-15,字母E表示焊條,“E”后面數字表示熔敷金屬化學成分分類代號,短劃“-”后面的兩位數字表示焊條藥皮類型、焊接位置及焊接電流種類隔熱管托。

滄州五森管道設備有限公司 隔熱管托 http://www.nb-mingxing.com/