無(wú)損檢測(cè)是壓力容器檢驗(yàn)中應(yīng)用最廣泛的方法,它可應(yīng)用于容器制造的各個(gè)環(huán)節(jié),在原材料的檢驗(yàn)中,厚度超過(guò)某一數(shù)值的壓力容器用鋼板、高壓無(wú)縫鋼管、IV級(jí)以上各種鋼號(hào)的鍛件需進(jìn)行超聲檢測(cè), 高強(qiáng)度等級(jí)鋼材熱加工后的坡口表面需進(jìn)行表面檢測(cè),容器上的焊縫要進(jìn)行射線檢測(cè)或超聲檢測(cè)。另外在焊工操作技能考核、焊接工藝評(píng)定、產(chǎn)品試板、在用壓力容器檢驗(yàn)等方面也要求無(wú)損檢測(cè)。
由于無(wú)損檢測(cè)(NDE或NDT) 是屬于非破壞性檢驗(yàn)方法,因此在產(chǎn)品的檢驗(yàn)工作中占有很重要的地位。它是利用聲、光、電、熱、磁和射線與物質(zhì)的相互作用,在不損傷被檢物使用性能的情況下,探測(cè)材料、零部件或設(shè)備各種表面或內(nèi)部缺陷,并判斷其位置、大小、形狀和種類的方法。
2. 14. 1 射線檢測(cè)(R T)
(1)射線檢測(cè)種類
① 按射線檢測(cè)種類分
a. X 射線可穿透60~70mm 的鋼板,常用。
b .γ 射線可穿透150 mm 以上的鋼板。
c. 高能X射線 可穿透500mm 以上的鋼板。
② 按缺陷的顯示方法分
a. 電離法 可進(jìn)行連續(xù)檢驗(yàn),但無(wú)法判斷缺陷的形狀和性質(zhì);不宜用于檢驗(yàn)厚度有變化的工件。
b. 熒光屏法 可連續(xù)檢驗(yàn),即刻得結(jié)果;靈敏度很差,只能檢驗(yàn)厚度小于20mm 的薄件。
c. 照相法 缺陷顯示效果很好,使用最廣。
(2) 射線檢測(cè)照相法原理
射線檢測(cè)照相法檢測(cè)焊縫用射線源為X 射線和γ 射線,這兩種射線的基本性質(zhì)是相同的,由于γ射線的波長(zhǎng)更短,故穿透能力更強(qiáng)。一般的X 射線由探傷機(jī)中的X 射線管產(chǎn)生,為提高透照能力以適應(yīng)大型及大厚度工件的檢測(cè),也有使用能量達(dá)1MeV 以上的帶電粒子加速器提供的高能X 射線。γ 射線是用銥(Ir) 和鈷(Co) 的放射性同位素作為射線源。
射線檢測(cè)照相法是將射線源置于被檢工件的一側(cè),將裝入暗盒的膠片緊貼于工件的另一側(cè)。當(dāng)X 射線管產(chǎn)生的射線按直線射向裝有膠片的工件時(shí),能夠穿過(guò)工件和膠片。
又由于射線穿過(guò)物質(zhì)時(shí)總會(huì)有一些吸收,即穿過(guò)物質(zhì)的射線強(qiáng)度不斷衰減,衰減的程度與射線穿過(guò)的厚度和物質(zhì)自身的性質(zhì)如密度有關(guān)。穿過(guò)的厚度愈大或穿過(guò)的物質(zhì)密度愈大,射線衰減就愈多。
當(dāng)射線穿過(guò)缺陷時(shí),由于缺陷密度總是小于金屬材料,因此射線衰減較小,即穿過(guò)工件達(dá)到另一側(cè)膠片時(shí),該處接收到的射線強(qiáng)度就較大。射線檢測(cè)照相用的膠片是在片基上涂有能產(chǎn)生光化學(xué)反應(yīng)的物質(zhì),經(jīng)射線照射會(huì)產(chǎn)生一定的化學(xué)反應(yīng),而反應(yīng)進(jìn)行的深度,在其他條件一定時(shí)取決于接收到的射線強(qiáng)度。
在射線穿過(guò)有缺陷的部位時(shí)膠片的感光較強(qiáng),感光后的膠片經(jīng)顯影、定影處理后稱為底片,將底片在觀片燈上觀察,就可以發(fā)現(xiàn)焊縫內(nèi)部有缺陷的部位(缺陷部位在底片上顯得較黑) ,并可以根據(jù)影像的特征判斷缺陷的性質(zhì)。
超聲檢測(cè)(UT)
(1)超聲檢測(cè)種類
①按耦合方式分
a. 接觸法 在探頭與工件表面有一層諸如甘油或機(jī)油的耦合劑進(jìn)行直接檢測(cè)的方法。
b. 水浸法 在探頭與工件表面有一層水,調(diào)節(jié)水層厚度,使聲波在水中的傳播時(shí)間為金屬中的整數(shù)倍進(jìn)行檢測(cè)的方法。分為全浸式(工件和探頭全部浸入水中)和局部浸式(工件和探頭局部浸入水中) 。
②按信號(hào)接收方式分
a . 反射法 用一個(gè)探頭反射并接收超聲波,所接收的是由缺陷或工件底面反射的超聲波,此法常用。
b . 穿透法 一個(gè)探頭反射超聲波,另一個(gè)探頭接收超聲波,兩探頭在工件兩側(cè),所接收的超聲波是所反射的超聲波除去缺陷阻擋的部分。
③按超聲的連續(xù)性分
a . 連續(xù)波檢測(cè) 發(fā)射的超聲波是連續(xù)的,常用來(lái)進(jìn)行超聲圖像顯示。
b . 脈沖波檢測(cè) 發(fā)射的超聲波是脈沖的,現(xiàn)場(chǎng)檢測(cè)常用。
④按波型分
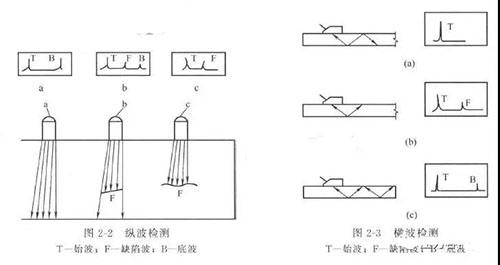
a . 縱波檢測(cè) 由直探頭發(fā)射和接收的波型,主要用于鋼板的檢測(cè)(圖2 - 2 )。
b . 橫波檢測(cè) 由斜探頭發(fā)射和接收的波型,主要用于焊縫的檢測(cè)(圖2 -3 ) 。
作為一種特殊情況,由探頭角等于第二臨界角(入射角α = 55°) 的斜探頭發(fā)射和接收的波型, 專門用來(lái)發(fā)現(xiàn)表面或離表面很近的缺陷。這是(α =55°) 一種斜探頭檢測(cè)的方法。
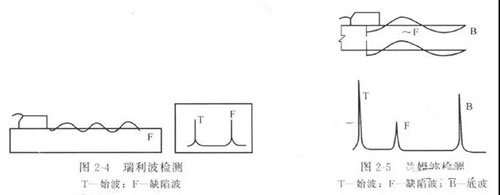
c. 瑞利波檢測(cè) 當(dāng)工件厚度大于所用波長(zhǎng)時(shí),屬瑞利波檢測(cè)。用來(lái)發(fā)現(xiàn)近于或處于工件表面并垂直工件表面的缺陷(圖2 -4 ) 。
d. 蘭姆波檢測(cè) 當(dāng)工件厚度小于所用波長(zhǎng)時(shí),屬蘭姆波檢測(cè)。用來(lái)檢驗(yàn)近于表面并平行于工件表面的淺傷(圖2-5 ) 。
(2 )超聲檢測(cè)原理
目前工業(yè)上廣泛采用的超聲檢測(cè)法按其工作原理來(lái)說(shuō)就是脈沖反射法。按反射波顯示方式又有A 型、B 型、C 型、3D 型等。其中A 型為波幅顯示,即通過(guò)反射波顯示缺陷是否存在及其相對(duì)位置,并從波幅的高低來(lái)確定缺陷的大小。其他各型為缺陷的圖像顯示。現(xiàn)行壓力容器超聲檢測(cè)標(biāo)準(zhǔn)JB 4730-1994 所涉及的超聲檢測(cè)均指采用A 型顯示來(lái)檢測(cè)缺陷。
脈沖檢測(cè)法就是將超聲檢測(cè)儀中發(fā)射電路產(chǎn)生的高頻電脈沖信號(hào)加在探頭的壓電晶片上,晶片接收到高頻電脈沖,由于逆壓電效應(yīng)將產(chǎn)生與電脈沖頻率相同的高頻機(jī)械振動(dòng),將探頭接觸工件,在探頭和工件之間的接觸面上涂以機(jī)油、甘油或水等透聲性好的耦合劑,其作用是排除接觸面之間的空氣間隙,使聲束能更好地透過(guò)界面進(jìn)入工件,這種方法稱為接觸法。
也可以將工件和探頭頭部浸沒(méi)在耦合液體中,常用的耦合液體就是水,探頭不接觸工件,這種方法稱為液浸法或水浸法。無(wú)論是接觸法還是水浸法,探頭上晶片的振動(dòng)都可以按一定角度進(jìn)入工件,根據(jù)超聲波的直線性和指向性,超聲波就在一定方向和一定范圍內(nèi)向前傳播。
若遇過(guò)異質(zhì)界面,如缺陷表面或工件的外廓表面,超聲波將依照反射定律沿一定方向反射回來(lái)并被探頭所接收,引起探頭晶片振動(dòng),由正壓電效應(yīng),這種機(jī)械振動(dòng)又被轉(zhuǎn)換成電脈沖信號(hào)被儀器接收,經(jīng)放大、檢波等電路處理后的脈沖信號(hào)在儀器的熒光屏上顯示出來(lái),這就是反射波。根據(jù)反射波在熒光屏上的特征、相對(duì)位置、波幅的高低來(lái)判斷有無(wú)缺陷、缺陷存在的部位、大小和性質(zhì)。
在檢測(cè)時(shí),發(fā)射電路是以固定的時(shí)間間隔斷續(xù)輸出脈沖信號(hào),因此晶片也是處于斷續(xù)的工作狀態(tài),它接收電脈沖而產(chǎn)生振動(dòng)時(shí)就作為超聲波的發(fā)生器;在停止振動(dòng)的間斷時(shí)間內(nèi),它又作為超聲波的接收器等待反射的超聲波信號(hào),使晶片產(chǎn)生振動(dòng),并將它再轉(zhuǎn)變?yōu)殡娦盘?hào)。
作為接收器的探頭可以是原來(lái)作為發(fā)射器的探頭。這就是單探頭檢測(cè)法;如發(fā)射和接收分別用兩個(gè)探頭完成就是雙探頭法。無(wú)論哪一種方法,輸出的都是電脈沖信號(hào),并依靠反射波來(lái)發(fā)現(xiàn)和確定缺陷,故稱為脈沖反射法。
衍射時(shí)差法超聲檢測(cè)(TOFD)
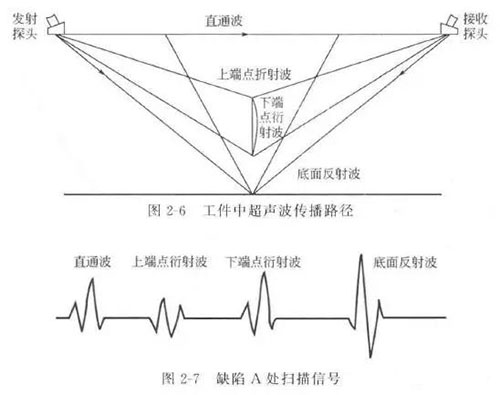
TOFD 檢測(cè)是一種主要利用缺陷端點(diǎn)的衍射波信號(hào)探測(cè)和測(cè)定缺陷尺寸的超聲檢測(cè)方法,其基本特點(diǎn)是采用一發(fā)一收探頭對(duì)工作模式。
TOFD 通常使用縱波斜探頭,在工件無(wú)缺陷部位,發(fā)射超聲脈沖后,首先到接收探頭的是直通波, 然后是底面反射波。有缺陷存在時(shí), 在直通波和底面反射波之間, 接收探頭還會(huì)接收到缺陷產(chǎn)生的衍射波或反射波。除上述波外,還有缺陷部位和底面因波型轉(zhuǎn)換產(chǎn)生的橫波, 一般會(huì)遲于底面反射波到達(dá)接收探頭。工件中超聲波傳播路徑見(jiàn)圖2- 6 ,缺陷處A 掃描信號(hào)見(jiàn)圖2- 7 。
磁粉檢測(cè)(MT)
(1)磁粉檢測(cè)方法
磁粉檢測(cè)包括干磁粉、濕磁粉、熒光和非熒光磁粉檢測(cè)方法。
(2) 磁粉檢測(cè)原理
磁粉檢測(cè)是通過(guò)鐵磁性材料磁化并在工件表面撒上磁粉,利用磁粉來(lái)顯示缺陷在磁化時(shí)所引起的漏磁,由表面和近表面的缺陷所引起的漏磁量最大,裂紋和未焊透、未熔合等缺陷, 當(dāng)其延伸方向與磁力線方向垂直時(shí),也會(huì)產(chǎn)生較大的漏磁。
滲透檢測(cè)(PT)
(1)滲透檢測(cè)方法
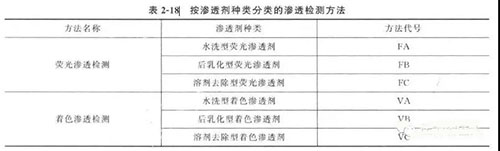
滲透檢測(cè)包括非熒光和著色滲透檢測(cè)方法。
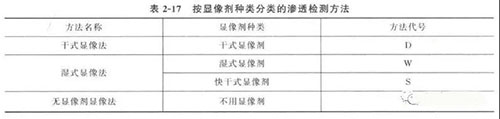
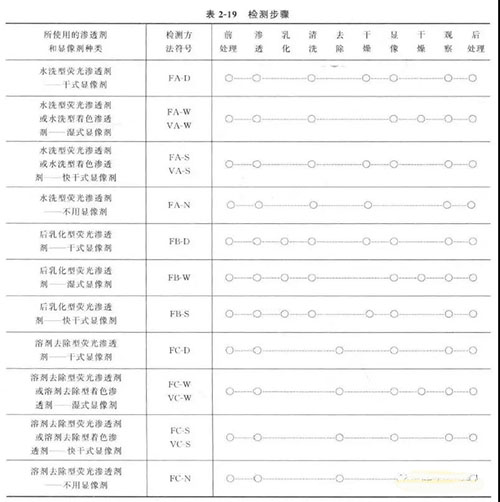
根據(jù)顯像劑和滲透劑種類不同,滲透檢測(cè)方法的分類見(jiàn)表2 - 17 和表2 - 18 ,各種方法組合使用的檢測(cè)步驟見(jiàn)表2 - 19 。
(2) 滲透檢測(cè)方法的選用
滲透檢測(cè)方法的選用可根據(jù)被檢工件表面的粗糙度、檢測(cè)靈敏度、檢測(cè)批量大小和檢測(cè)現(xiàn)場(chǎng)的水源、電源等條件來(lái)決定。
表面光潔且檢測(cè)靈敏度要求高的工件宜采用乳化型著色法或后乳化型熒光法,也可采用溶劑去除型熒光法。
表面粗糙且檢測(cè)靈敏度要求低的工件宜采用水洗型著色法或水洗型熒光法。
現(xiàn)場(chǎng)無(wú)水源、電源的檢測(cè)宜采用溶劑去除型熒光法。
批量大的工件檢測(cè),宜采用水洗型著色法或水洗型熒光法。
大工件的局部檢測(cè),宜采用溶劑去除型著色法和溶劑去除型熒光法。
熒光法比著色法有較高的檢測(cè)靈敏度。
滄州五森管道設(shè)備有限公司
隔熱管托 http://www.nb-mingxing.com/