商務部電話:15931706007
管道環焊縫裝配間隙對焊接質量的影響
油氣管線工程中,環焊縫的焊接質量受多種因素的影響,例如焊接參數中,焊接電流、電弧電壓、間隙和鈍邊等方面的影響。在國家重點項目如“西氣東輸”等大型油氣管線工程所執行的技術標準中,都明確規定了裝配間隙的大小。但在實際施工過程中,如連頭焊、返修焊時,裝配間隙會超過標準規定的范圍。
出現這樣的情況,由于現場加工條件的限制,不能采用其它方法解決,只能在操作手法上采取措施。熟練的焊工雖然能夠較好地解決這個操作難題,但是,力學性能能否滿足要求,還有待于進一步驗證。
本文考慮到實際施工中采用的焊接工藝,選擇焊條電弧焊(試件編號為SY01)和藥芯焊絲半自動焊(試件編號為SY02)2種工藝方案各焊接一組試件,通過實際的不均勻間隙條件下的環焊縫焊接,按照API 1104標準,檢驗其力學性能、金相組織、硬度及沖擊韌性等各項性能,并且討論裝配間隙對環焊縫的焊接質量的影響。
1試驗材料和方法
1.1母材
X65鋼是目前我國管線鋼中強度較高的鋼種之一。該鋼種已經在管線工程中得到了廣泛應用。本次試驗采用X65管材,規格為?325mm×8.0mm。其主要化學成分及力學性能見表1。
表1 X65化學成分(質量分數)(%)及力學性能

1.2焊材
焊條電弧焊時,打底焊采用纖維素型焊條E6010,符合AWSA5.1的規定,直徑為3.2mm;填充、蓋面焊采用E5015焊條,符合GBT5117-1995的規定。藥芯焊絲半自動焊時,打底焊采用纖維素型焊條E6010,符合AWSA5.1的規定,直徑為3.2mm;填充、蓋面焊采用藥芯焊絲E71T8-Nil,符合AWSA5.29的規定,直徑為2.0mm,該焊絲具有操作性能好,焊接質量高、抗風能力強等優點。
1.3接頭設計
開坡口的目的在于保證焊透以及使焊接生產順利進行確保焊接質量和接頭性能,減小焊接變形,降低焊接材料的消耗。管口組對是保證焊接質量的先決條件,本研究采用V形坡口,如圖1所示。
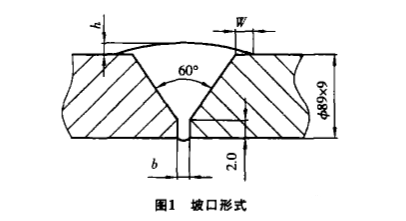
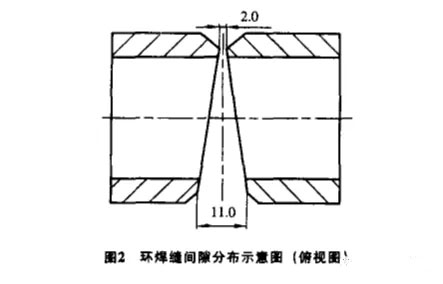
為了在一個管接頭中,進行不同間隙的試驗,采用圖2所示的方式進行裝配。在整個環焊縫中,間隙尺寸均勻分布,即從2.0mm均勻變化到11.0mm。從而很好地模擬了在實際焊接中的裝配間隙超過標準規定的情況。
1.4焊接工藝及焊接參數
在焊接操作過程中,采用連弧焊。大間隙的部位用小電流,小間隙的部位用大電流。環焊縫焊接參數建表2和表3。
表2 焊條電弧焊焊接參數

表3 藥芯焊絲半自動焊焊接參數
1.5力學試件準備
在不同的焊接位置有不同的間隙,具體情況見表4,根據API1104,在不同的焊接位置取樣,分析不同間隙對力學性能的影響。
表4 環焊縫不同位置間隙

2試驗結果
2.1外觀檢查及射線探傷
按照API1104標準,對管接頭進行外觀檢查及射線探傷,其檢測結果為合格。
2.2外觀變形情況
由于環焊縫上每點的間隙不同,從2.0mm到11.0mm變化,在取力學試件時,從管口上切開的試件中,3~4點位置的試件有角變形,其值約為5°。
2.3力學性能試驗
按照API1104標準對試驗管口進行力學性能試驗,各項測試結果均合格。
2.4金相組織
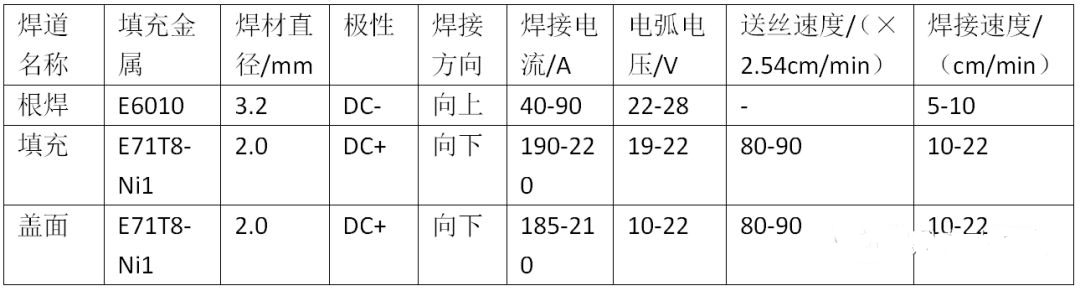
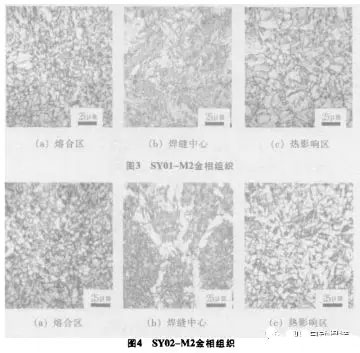
對于管道環焊縫接頭的12,3,6點位置的金相試件進行了認真觀察。采用焊條電弧焊方案得到的3點位焊接接頭金相組織照片如圖3所示;采用藥芯焊絲半自動焊得到的3點位置處焊接接頭金相組織照片如圖4所示。
對圖3,圖4進行觀察分析可知:焊條電弧焊方案得到的接頭的熔合區組織不均勻,尤其是焊縫的聯生結晶粗大。可以看到焊縫結晶起始部位的柱狀晶粒粗大,而且在晶界上的鐵素體塊很大。在焊縫中心部位,柱狀晶非常明顯,而且晶”界鐵素體多為長條狀析出。
在該試樣的熱影響區內,組織稍均勻些,但是晶粒度仍然很大。焊接時的母材成分及選用的焊材類型決定了上述組織是以鐵素體和珠光體為主的。采用藥芯焊絲半自動焊完成的焊接接頭的情況是:熔合區組織細小、均勻。其組織成分仍然是鐵素體和珠光體。
在焊縫中心部位,柱狀晶明顯,但晶粒尺寸比采用焊條電弧焊時小得多,而且晶界鐵素體析出明顯。在熱影響區,晶粒細小,比較均勻。這些部位的組織狀況均比采用焊條電弧焊時好,分析其原因與藥芯焊絲半自動焊的焊接參數、焊速及熱輸入大小有關。
2.5硬度試驗結果
采用上述2種焊接方案得到的環焊接頭“3點位”硬度試驗數據見表5。
表5 兩種焊接方案的環焊接頭“3點位”硬度數值(HV10)
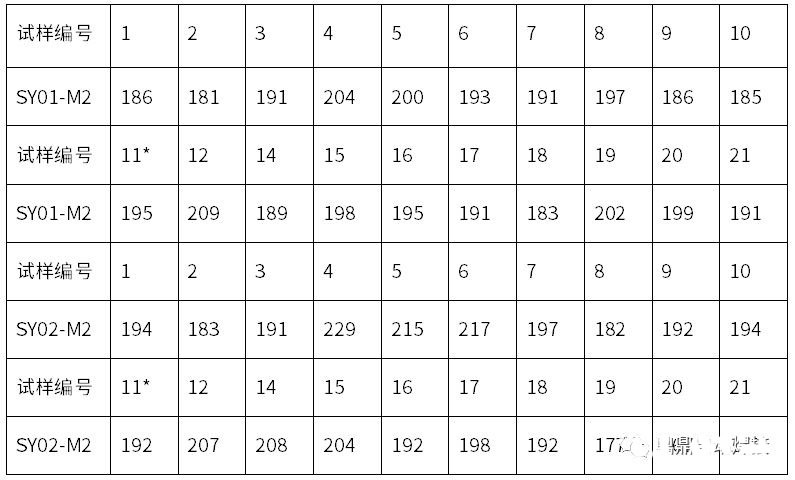
注:11*為焊縫中心
從表5的數據可以看出:
(1)焊縫中心位置的硬度,分別為HV10195與HV10192,比較相近。
(2)焊縫中心左側的4點處,分別為HV10204與HV10229,是左側的HV10最大值所在位置。
(3)焊縫中心右側的19,14點處的硬度分別為HV10202與HV10208,是右側的HV10最大值所在位置。
由于硬度測試點之間的距離為0.5mm,可以看出,距離焊縫中心為-3.5~+4.0mm或-3.5~+1.5mm處,是產生HV10最大值的部位,也就是在熔合區的粗晶區硬度值最大。
(4)按照Q/SYXQ4-2003的規定,HV10最大值應當小于HV10265,本試驗結果是合格的。
3討論
3.1裝配間隙對力學性能的影響
力學性能結果表明,大間隙對抗拉強度沒有什么影響。在焊接過程中由于焊接技術嫻熟,沒有產生缺陷,所以彎曲試驗和刻槽錘斷試驗結果都合格;在-20℃時的沖擊吸收功滿足相關技術標準要求。因此,可以認為裝配間隙對力學性能影響不大。
但是應當指出,與相關標準比較,由于間隙的尺寸超標,在裝配、焊接時,都需要發揮操作技能滿足工程需要,然而制備力學性能試件時,切割后的小板條有少量變形。所以筆者仍然希望管道工程技術人員應當堅持正確裝配間隙,不得超標。
只有在站場焊接或“碰死口”的情況下才允許超標,但也應盡量焊好“超標間隙”的接頭。必須認識到這種情況下完成的焊接接頭內部存在著嚴重的應力狀態。
3.2間隙對內部應力的影響
由于間隙比較大,焊接時的收縮量大,在焊接完成后的殘余應力比較大。在環焊縫取力學試件時,破壞了內應力平衡,產生5°左右的角變形。
4結論
(1)?325mm×8.0mm的X65鋼管道環焊縫間隙在2-11mm的情況下,分別采用焊條電弧焊和藥芯焊絲半自動焊完成的焊接接頭,經過射線探傷、力學性能測試、金相組織分析及硬度試驗表明,符合APl1104標準,接頭的焊接質量合格。
(2)上述管口焊接接頭在切取力學性能試件時,在間隙大的部位,試件板條有5°左右的角變形,說明該處的焊接內應力比較嚴重。
(3)超標的裝配間隙,采用正確的焊接操作手法,雖然可以焊接出合格的焊接接頭,但是這種接頭內部存在著嚴重電應力狀態。因此,組裝時的“間隙”仍應按照有關的技術標準執行,不可超標。
滄州五森管道設備有限公司 BR隔熱管托 20190818
掃一掃,加微信










