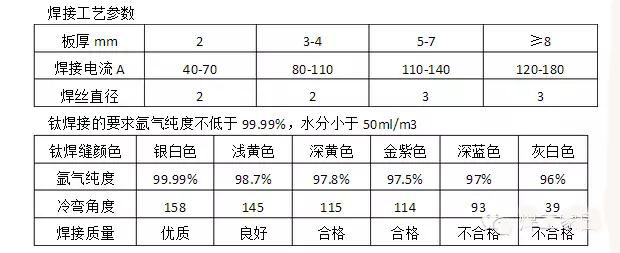
一、 鈦金屬的金屬性能和焊接參數
鈦金屬具有比重小(比重為4.5),強度高,有良好的抗高、低溫性能,在濕氯氣中有優異的抗裂性和耐腐蝕性。鈦的機械性能和焊接與鈦材料的純度有關,純度越高,性能越好,純度越低,塑性和韌性急劇下降,焊接性能就越差。鈦在300℃以上有很強的活潑性,在高溫下易吸收氫氧氮原子,使材質變脆。鈦在高溫300℃開始吸收氫氣,600℃吸收氧氣,700℃開始吸收氮氣。
氬弧焊機應有高頻引弧,電流衰減,氣體延時保護,脈沖裝置焊絲要求力學性能與母材相當。
保護罩材質應選用紫鋼或鈦材質,形狀以便于保護焊縫,達到焊縫不變色,護罩內應加裝不銹鋼絲網,起到氣體緩沖作用。
二、 鈦焊接的操作技術
焊接前的清理:
材料用滾角機打好坡口,用鋼絲刷打磨兩側25mm以內的氧化皮、油脂、毛刺、灰塵等,再用丙酮或乙醇擦試。
焊接保護:
焊接前先要學會氬氣保護,保護時,一人拿護罩保護上面,另一人拿護罩保護下面,保護者必須與焊接者配合好,焊完后要等到焊縫冷卻后才可以松開保護罩,單面焊接雙面成型特別要注意背面的保護,如果沒有保護好,焊液便無法流動,也就無成型。
焊接時,焊縫要留有足夠的間隙3-5mm,便于形成弧坑,右手拿焊槍盡量壓低焊槍鎢極,左手拿焊絲,使用拇指和中指夾住焊絲往前送,送焊絲時要保持連續性和穩定性,兩手之間要配合好,保持焊縫平整,眼睛要時刻觀察到熔池的深淺和焊液的流動,電流要按規定調整,禁止電流過大。
噴嘴氬氣保持在5ml,保護氣保持在25ml,背面保持在20ml,保證保護罩過后焊縫不變色。兩遍焊接時,要留一定的冷卻時間,使表層溫度降到200℃以下,否則極易產生裂紋脆化,焊接位置盡量采用平焊和管口轉動焊。
焊接時屋內要干燥無塵土,風速小于2米/秒,風大易造成電弧不穩,封頂焊接時盡量采用脈沖裝置,使焊縫成型美觀。
三、 鈦設備的制造工藝和維修技術
加工鈦管、鈦彎頭、鈦罐的材質要符合要求,其韌性、強度、伸縮性要有板材合格證書,每張鈦板必須用拐尺調正,下料時算好尺寸,杜絕下腳料過大,割板時要采用剪板機,盡量避免使用氣割,管道使用時要劃線清楚準確,嚴格禁止重復使用氣割,截好板后用倒角機打好坡口,破口要求均勻一致,卷板機卷板初次成型后,焊縫要往內凹一點,便于焊完后2次整形,因鈦材料價格高(原料140元/Kg左右,加工后400元/Kg左右)要杜絕浪費。
鈦板維護與加工有很大差別,主要有環境因素、材質的變化等,焊縫能保護則保護,實在不能雙面保護的采用小電流單面保護,焊縫裂紋后不可在原焊縫焊接,要采用補板的方式進行焊接,焊接現場一般風大時要有避風裝置,采用雨布或鐵板遮擋等,接管時因里面無法保護要留有間隙或錯位焊接,焊縫要適當加寬加厚。
滄州五森管道設備有限公司 管道支吊架