低溫壓力容器的設(shè)計(jì)重點(diǎn)是選材,并相應(yīng)地在制造、結(jié)構(gòu)上加以某些限制。
低溫壓力容器受壓元件所采用的鋼材必須是鎮(zhèn)靜鋼。材料的許用應(yīng)力取常溫20℃的數(shù)值,強(qiáng)度計(jì)算方法按GB 150.3 的規(guī)定。
低應(yīng)力脆性斷裂現(xiàn)象
自從19 世紀(jì)末以來,在嚴(yán)寒地帶的鐵軌、橋梁和結(jié)構(gòu)件曾發(fā)生一系列低溫脆性斷裂事故,由于當(dāng)時(shí)科學(xué)技術(shù)的限制,鋼材的冷脆問題研究未取得實(shí)質(zhì)性的進(jìn)展, 20 世紀(jì)40 年代以來,許多船舶、壓力容器、管道、化工設(shè)備及大型結(jié)構(gòu),特別是一些焊接結(jié)構(gòu),多次發(fā)生低應(yīng)力脆斷,造成了巨大的損失。因此,低應(yīng)力脆斷就成為人們非常關(guān)注的課題,通過大量事故的調(diào)查分析,可以總結(jié)出低應(yīng)力脆斷具有下列特點(diǎn)。
①斷裂時(shí)容器的工作壓力比較低,其斷裂名義應(yīng)力低于材料的屈服強(qiáng)度,在斷裂之前沒有或者只有局部極小的塑性變形。
②裂紋擴(kuò)展速率大。
③低應(yīng)力脆斷多屬解理斷裂或準(zhǔn)解理斷裂,斷口具有晶粒狀的特點(diǎn),光亮而平滑。
④ 低應(yīng)力脆斷往往發(fā)生在有缺口或裂紋的容器上,并以筒體自身存在的各種工藝缺損及雜質(zhì)作為裂紋源。
⑤斷裂一般發(fā)生在較低溫度下,此時(shí)材料的韌性很差。
從上述低應(yīng)力脆性斷裂的特點(diǎn)結(jié)合斷裂力學(xué)原理,對金屬斷裂機(jī)理進(jìn)行分析,發(fā)現(xiàn)金屬的低溫韌性,即缺口尖端處的金屬微觀塑性變形能力決定壓力容器抵抗應(yīng)力脆斷破壞的能力。
影晌低溫韌性的因素
(1)晶體結(jié)構(gòu)的影響
試驗(yàn)表明,具有體心立方總陣(bcc)結(jié)構(gòu)的鐵素體鋼的脆性轉(zhuǎn)變溫度較高,脆性斷裂傾向較大,密排六方結(jié)構(gòu)(hcp)次之,面心立方結(jié)構(gòu)(fcc) 的金屬如銅、鋁、鎳和奧氏體類鋼則基本上沒有這種溫度效應(yīng),即沒有低應(yīng)力脆斷。
事實(shí)上除非存在第二相或處于導(dǎo)致產(chǎn)生應(yīng)力腐蝕開裂的環(huán)境下,面心立方金屬一般不發(fā)生脆性斷裂,其主要原因是當(dāng)溫度降低時(shí),面心立方金屬的屈服強(qiáng)度沒有顯著變化,而且不易產(chǎn)生形變孿晶,位錯(cuò)容易運(yùn)動(dòng),局部應(yīng)力易于松弛,裂紋不易傳播,一般沒有脆性轉(zhuǎn)變溫度。
但是體心立方金屬則不同,在中溫區(qū)域,其強(qiáng)度(特別是屈服強(qiáng)度)受雜質(zhì)、載荷速度和合金元素的影響非常明顯,而在0.2T0(T0為金屬的熔點(diǎn),單位為K) 以下的低溫區(qū)域內(nèi)隨溫度的降低,其屈服強(qiáng)度增加很快,最后幾乎與抗拉強(qiáng)度相等,尤其是在低溫下容易產(chǎn)生形變孿晶,故易引起低應(yīng)力脆性斷裂。
(2) 化學(xué)成分的影響
對低溫壓力容器用鋼而言, 增加含碳量,將增大材料的脆性,使脆性轉(zhuǎn)變溫度急劇上升,所以低溫用鋼的含碳量不超過0.2 % ,近年來國外有一種發(fā)展和應(yīng)用低碳( < 0.15 %)或微碳(<0 . 06%) 鋼的明顯趨勢。
錳元素是擴(kuò)大奧氏體區(qū)的元素,含錳量增加能使鋼材得到細(xì)致而富有韌性的鐵素體和珠光體晶粒,因而可改善鋼材在低溫下的韌性。含碳量一定時(shí),提高錳比值可以得到較低的無延性轉(zhuǎn)變溫度,降低碳含量,提高錳碳比,其無延性轉(zhuǎn)變溫度降低,鋼板的允許使用溫度降低。
鎳也是提高鋼材低溫韌性的重要元素,甚至更優(yōu)于錳,當(dāng)含鎳3. 5% 時(shí),可以使鋼在-100℃仍保持很高的韌性,而含鎳9 % 的鋼可用作液氮容器,耐-196℃的低溫。
在含錳的鐵素體類低溫用鋼材中,添加少量V 、Ti 、Nb 、Al 等含金元素,通過軋制或隨后的熱處理,使碳化物、氮化物彌散析出進(jìn)行沉淀強(qiáng)化,從而獲得較高的強(qiáng)度和良好的低溫韌性。
(3) 晶粒度的影響
晶粒尺寸是影響鋼的低應(yīng)力脆斷的重要因素,細(xì)晶粒不僅使金屬有較高的斷裂強(qiáng)度,而且使脆性轉(zhuǎn)變溫度降低,這是由于晶界存在雜質(zhì)和脆性相,往往是裂紋源。
晶粒細(xì)化,一方面使單位面積上脆性相相對減少,表面能提高,裂紋形核和擴(kuò)展的概率降低,從而提高了鋼的低溫抵抗脆斷能力,另一方面細(xì)晶粒鋼性能比較均勻,降低了脆性轉(zhuǎn)變溫度。
(4)夾雜物的影響
磷易產(chǎn)生晶界偏析,鋼中的氧以各種氧化物的形式在晶界析出,兩者都極大地提高了鋼的脆性轉(zhuǎn)變溫度,導(dǎo)致低應(yīng)力脆斷,因此低溫用鋼必須充分脫氧。例如鎮(zhèn)靜鋼的低溫韌性優(yōu)于沸騰鋼;若用Si + AI 、AI + Ti (V 、Nb) 綜合脫氧,可進(jìn)一步細(xì)化晶粒,其低溫韌性更好。
充分脫氧不僅能有效地降低氧、硫、磷及其他氣體含量,而且還使夾雜物球化,減少位錯(cuò)的塞積,從而降低鋼的脆性轉(zhuǎn)變溫度。
試驗(yàn)表明,極純金屬的低溫脆性與晶粒類型無關(guān)。例如不含碳、氮、氧、硼的純鐵,即使在4K 的低溫也是可塑的。而雜質(zhì)(特別是晶界脆性相)對低應(yīng)力脆斷影響很大,如25 %Cr 的Fe- Cr 合金中微量的碳、氧、氮是促進(jìn)低應(yīng)力脆斷的重要原因。
(5) 熱處理和扭微組織的影響
熱處理對鋼的低應(yīng)力脆斷有很大影響。調(diào)質(zhì)處理是獲得鐵素體和粒狀碳化物組織的常用方法,可以明顯改善鋼材的低溫韌性。但隨著調(diào)質(zhì)處理回火溫度的上升,粒狀碳化物的聚集反而影響低溫韌性,所以應(yīng)嚴(yán)格控制調(diào)質(zhì)處理時(shí)的回火溫度不致過高。
正火是低溫用鋼采用最多的熱處理方法。鋼材中合金元素增多,則正火溫度應(yīng)相應(yīng)提高。而鋼的退火組織比正火組織粗大,其低溫韌性遠(yuǎn)比經(jīng)正火或調(diào)質(zhì)處理的差,所以,低溫壓力容器用鋼都不進(jìn)行退火處理。需進(jìn)行焊后熱處理的低溫壓力容器及其受壓元件,在任何情況下,焊后熱處理的溫度都不應(yīng)超過鋼材的回火溫度。
熱處理還有抑制脆性相從晶界析出,改變析出相的形態(tài)、大小、數(shù)量、分布,均勻組織,改善鋼的強(qiáng)度和低溫韌性的作用。在回火組織(回火馬氏體)中有一定量的殘余奧氏體或鐵素體,可有效地阻止裂紋擴(kuò)展。淬火時(shí)效和應(yīng)變時(shí)效,都使鋼的脆性轉(zhuǎn)變溫度升高,增大低應(yīng)力脆斷的敏感性,因此對時(shí)效敏感的沸騰鋼不宜作低溫用鋼。
(6) 冷變形的影響
冷變形使鋼的韌性降低,應(yīng)變時(shí)效更使低溫韌性惡化,脆性轉(zhuǎn)變溫度升高,所以對于大型高壓容器,在使用時(shí)必須重視缺口韌性。因?yàn)樵谥谱鬟^程中, 冷變、冷壓、焊接變形等,都會(huì)導(dǎo)致脆化,故冷變形及焊接后應(yīng)進(jìn)行低溫退火。
(7)應(yīng)力狀態(tài)的影響
低應(yīng)力脆斷與應(yīng)力狀態(tài)關(guān)系很大。當(dāng)容器存在裂紋或缺口時(shí), 容易產(chǎn)生低應(yīng)力脆斷。缺口愈尖銳. 預(yù)裂紋尺寸愈大,愈容易引起低應(yīng)力脆斷。當(dāng)焊接接頭中有裂紋存在,又具有殘余應(yīng)力時(shí),低應(yīng)力脆斷更為明顯。
防止低應(yīng)力脆斷的設(shè)計(jì)原則
目前所有的壓力容器規(guī)范對低溫壓力容器的設(shè)計(jì)都是采用根據(jù)室溫抗拉強(qiáng)度或屈服強(qiáng)度所決定的許用應(yīng)力進(jìn)行的。用該方法能有效地防止發(fā)生大塑性變形的破壞。為了防止根據(jù)這種設(shè)計(jì)方法設(shè)計(jì)的壓力容器在低溫下發(fā)生低應(yīng)力脆斷,要求鋼材必須具有一定的韌性. 并且對設(shè)計(jì)和制造也提出了一定的要求。如何確定所需要的韌性水平,首先取決于采用哪一種防止脆性斷裂的原則。
①允許存在一定的缺陷,但能防止開裂。在焊接區(qū)一般來說存在的缺陷較多且韌性較差。而斷裂總是從缺陷和韌性較差的地方開始的。因此采用這一原則時(shí),單純測定母材的性能是不夠的,還必須測定熱影響區(qū)和熔合線的性能。要求韌性最差的地方能承受外載荷所產(chǎn)生的應(yīng)變。
② 允許有缺陷存在并有可能自韌性較差的焊接區(qū)開裂,主要靠母材來防止裂紋擴(kuò)展而避免發(fā)生斷裂事故。但由于焊縫金屬、熔合線和熱影響區(qū)的韌性常較母材差,所以裂紋往往沿著焊接接頭區(qū)擴(kuò)展,因此用這種方法來防止脆斷并不可靠。
③允許自缺陷處發(fā)生開裂,而容器的各個(gè)部位均能止裂。初看起來這種方法是最安全的,但它存在兩個(gè)缺點(diǎn)。
第一,采用這種防止脆斷方法時(shí)要選用韌性非常好的材料,這意味著材料成本費(fèi)非常高昂;
第二,它的致命缺點(diǎn)是它作為一個(gè)絕對安全準(zhǔn)則的有效性是和結(jié)構(gòu)類型有關(guān)的。
對帶缺陷容器的爆破試驗(yàn)結(jié)果表明:在完全液壓狀態(tài)下止裂較容易,在氣壓或帶有部分氣體的液壓情況下,由于系統(tǒng)中儲(chǔ)藏的能量較大,止裂紋困難或必須設(shè)計(jì)專門的止裂結(jié)構(gòu)。
而對于石油化工及制冷空分行業(yè)的低溫壓力容器來說,其內(nèi)部介質(zhì)往往是氣液兩相或雖然為液相,但其工作溫度高于其正常沸點(diǎn),因此不能用止裂原則來防止低應(yīng)力脆斷。
由此可見,對于低溫壓力容器來說最適當(dāng)?shù)姆乐勾鄶嗟霓k法是原則① ,即防止開裂原則。目前世界各國的壓力容器規(guī)范都采用這一原則。
鋼材低溫韌性的評定方法
自20 世紀(jì)40 年代鋼結(jié)構(gòu)的脆性斷裂引起人們重視以來,各國對鋼材低溫韌性的評定方法以及評定指標(biāo)進(jìn)行了廣泛的研究及試驗(yàn)。其中與壓力容器關(guān)系較為密切的試驗(yàn)方法有下列幾種:低溫沖擊韌性試驗(yàn)(V 形缺口、DVM 試樣);落錘試驗(yàn);全厚度試板試驗(yàn)(寬板試驗(yàn)、雙重拉伸試驗(yàn)、ESSO 試驗(yàn));斷裂力學(xué)試驗(yàn)(平面應(yīng)變斷裂韌性KIC 及裂紋尖端張開位移COD 法) 。
其中以低溫夏比(V 形缺口)沖擊韌性試驗(yàn)應(yīng)用最為廣泛,并以在沖擊試驗(yàn)中對應(yīng)的一定的吸收功AkV 或一定的斷口纖維百分率的溫度(即脆性轉(zhuǎn)變溫度〉來評定材料的低溫韌性。
美國早期的ASME 規(guī)范,對于低碳鋼及某些低合金鋼制成的容器,在低于某一溫度(此溫度和材料厚度有關(guān))下工作時(shí),要求其材料的夏比(V 形缺口)沖擊試驗(yàn)沖擊功不小于20J 。該規(guī)定是建立在大量的破壞事故及其材料試驗(yàn)基礎(chǔ)上的,對當(dāng)時(shí)規(guī)范所推薦鋼板的大量夏比(V 形缺口)沖擊試驗(yàn)結(jié)果中,發(fā)現(xiàn)起裂型鋼板的最大沖擊功約為14J ,傳裂型最大沖擊功不超過18J ,大于27 J 的均屬于止裂型。
基于當(dāng)時(shí)的研究結(jié)果,人們便把夏比(V形缺口)沖擊試驗(yàn)沖擊功A kV = 20J 作為材料在其最低使用溫度下的韌性考核指標(biāo)。到了1953 年,由于使用了較高強(qiáng)度的鋼種,其臨界轉(zhuǎn)變溫度基點(diǎn)轉(zhuǎn)移到AkV 沖擊功曲線的較高位置上去了, 20J 的AkV 沖擊功指標(biāo)并不能避免脆斷的發(fā)生。
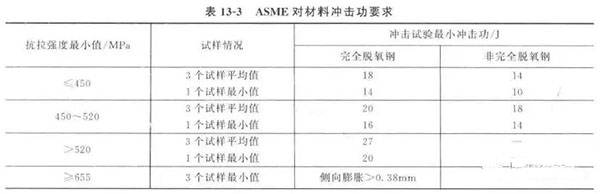
因而對高強(qiáng)度鋼而言,不同的鋼種應(yīng)分別對指標(biāo)進(jìn)行校正(或附加側(cè)向膨脹量≥0.38mm) ,這種觀點(diǎn)在ASME 規(guī)范1977年版本已有反映。表13 - 3 所列為現(xiàn)行ASME VIII - 1對低溫鋼夏比(V 形缺口)沖擊試驗(yàn)的最小沖擊功值。
目前,國外壓力容器規(guī)范中采用20J 作為低碳鋼在最低工作溫度或設(shè)計(jì)溫度下鋼材缺口韌性唯一判據(jù)的有:美國ASME VIII - 1 及ASME VIII -2,法國規(guī)范等。德國AD 規(guī)范W10 采用DVM試樣的沖擊功作為判據(jù),具體要求是:在設(shè)計(jì)溫度下的DVM試樣沖擊功韌性為橫向35J / cm² ,此值相當(dāng)于采用V 形缺口夏比試樣,在設(shè)計(jì)溫度提高10℃的試驗(yàn)溫度下達(dá)到縱向27 J 。從其鋼材標(biāo)準(zhǔn)提高的數(shù)據(jù)來看,在采用相同試樣型式的前提下,縱橫向的沖擊功之比大約為1:0.7。
我國現(xiàn)行的鋼制壓力容器標(biāo)準(zhǔn)GB 150.1 ~ 150.4 參考采用了ASME VIII - 1 的有關(guān)規(guī)定,因此也是以20J 作為相當(dāng)于低碳鋼強(qiáng)度級別的鋼材的驗(yàn)收判據(jù)。對鋼板來講,我國標(biāo)準(zhǔn)根據(jù)國內(nèi)鋼材情況,要求橫向取樣,比之國外縱向取樣,其沖擊功的要求并不低于國外按規(guī)則設(shè)計(jì)的規(guī)范中對鋼材的韌性要求。
低溫壓力容器用鋼
(1)低溫鋼材的韌性要求
①試驗(yàn)方法 低溫壓力容器及其受壓元件所采用的鋼材,必須進(jìn)行夏比V 形缺口沖擊試驗(yàn)。
鋼材的沖擊試驗(yàn)方法,應(yīng)符合GB/ T 229 《金屬材料夏比擺錘沖擊試驗(yàn)方法》的有關(guān)規(guī)定。沖擊試樣按10mm X 10mm X 55mm 標(biāo)準(zhǔn)試樣。若無法制備標(biāo)準(zhǔn)試樣時(shí),也可采用7.5mm X 10mm X 55mm 、5mm X 10mm X 55mm 的小尺寸試樣,其沖擊功指標(biāo)分別為標(biāo)準(zhǔn)試樣沖擊功指標(biāo)的75 % 或50 % 。試樣的缺口應(yīng)沿厚度方向(棒材沿徑向)切取,并以3 個(gè)試樣為1組。
②取樣規(guī)則 根據(jù)需要,鋼材可按批進(jìn)行沖擊試驗(yàn)取樣,其分批要求及試樣截取應(yīng)遵循以下規(guī)定。
a. 鋼板 每批鋼板由同一牌號、同一爐號、同一厚度、同一熱處理制度組成。每批鋼板重量不大于30t 。每批取1組試樣,試樣方向?yàn)闄M向。
b. 鋼管 每批鋼管由同一牌號、同一爐(罐)號、同一規(guī)格和同一熱處理制度(爐次)組成。每批鋼管按直徑分類:外徑小于或等于76mm 且壁厚小于或等于3mm 的鋼管每批不超過400 根;外徑大于351mm 的鋼管每批不超過50 根;其他尺寸鋼管每批不超過200 根。在每批中的任意兩根鋼管上各取1組試樣。取樣位置應(yīng)靠近鋼管內(nèi)壁,一般為縱向,對大直徑厚壁管可沿切向取樣。缺口應(yīng)沿厚度方向切取。
c. 鍛件 按照NB / T 47009 《低溫承壓設(shè)備用低合金鋼鍛件》規(guī)定的取樣數(shù)量和取樣部位切取試樣。
d. 鋼棒 每批鋼棒由同一牌號、同一冶煉爐號、同一斷面尺寸、同一熱處理制度、同期制造的毛坯組成,每批抽取一件毛坯進(jìn)行試驗(yàn)。試樣取樣方向?yàn)榭v向。直徑不大于40mm的毛坯,試樣的縱軸應(yīng)位于毛坯中心;直徑大于40mm 的毛坯,試樣的縱軸應(yīng)位于毛坯半徑的1 /2 處。
③ 試驗(yàn)溫度 低溫壓力容器用鋼的沖擊試驗(yàn)溫度必須低于或等于容器或其受壓元件的設(shè)計(jì)溫度。當(dāng)容器或其受壓元件使用在"低溫低應(yīng)力工況"時(shí),鋼材的沖擊試驗(yàn)溫度必須低于或等于調(diào)整后的設(shè)計(jì)溫度。
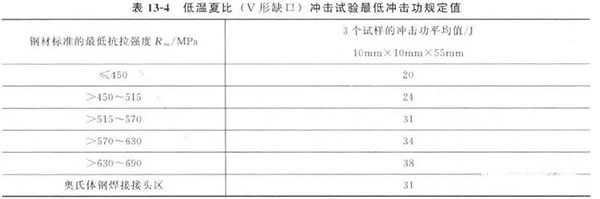
④ 沖擊功指標(biāo) 鋼材試驗(yàn)溫度下的沖擊功指標(biāo),按鋼材標(biāo)準(zhǔn)規(guī)定的最低抗拉強(qiáng)度確定,具體要求必須滿足表13-4 的規(guī)定。小試樣的沖擊功指標(biāo)根據(jù)試樣寬度按比率縮減。
注:試驗(yàn)溫度下3 個(gè)試樣的沖擊功平均值不得低于表中的規(guī)定值,允許1 個(gè)試樣的沖擊功數(shù)值低于表中的規(guī)定值,但不得低于規(guī)定值的70 %。
(2) 常用低溫壓力容器用鋼材
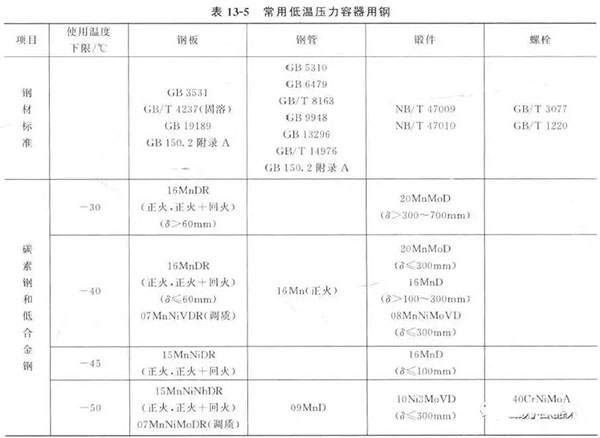
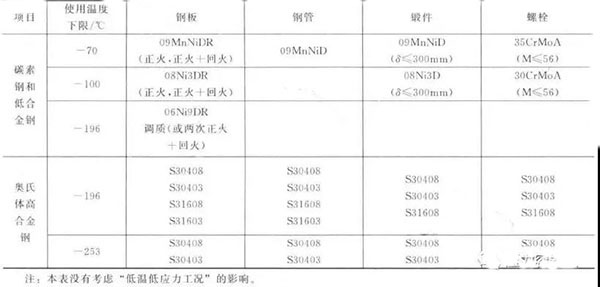
常用低溫壓力容器用鋼見表13-5。
低溫壓力容器用鋼的焊接材料
(1)基本要求
低溫壓力容器受壓元件或受壓元件與非受壓元件焊接用焊條電弧焊焊條應(yīng)選用NB/ T47018.1~47018.7 《承壓設(shè)備用焊接材料訂貨技術(shù)條件》的低氫堿性焊條。埋弧焊焊劑應(yīng)選用堿性或中性焊劑。
與低溫受壓元件焊接的非受壓附件焊接接頭,當(dāng)?shù)蜏叵鲁休d較大時(shí),應(yīng)按受壓元件焊接接頭同樣要求;當(dāng)承載較小時(shí), 可按可焊性要求,選用相應(yīng)的焊接材料。
低溫壓力容器用鋼焊接材料的選擇必須保證焊接接頭含有的有害雜質(zhì)硫、磷、氧、氮最少,尤其是含鎳鋼應(yīng)嚴(yán)格限制雜質(zhì)含量,因?yàn)殡s質(zhì)含量增加,會(huì)明顯降低焊接接頭的韌性。
(2) 鐵素體鋼
鐵素體鋼之間的焊接一般應(yīng)采用鐵素體型焊接材料(9 % Ni 鋼除外) 。焊接接頭的低溫沖擊試驗(yàn)溫度以及焊縫金屬、熱影響區(qū)低溫沖擊功要求均與母材相同,不得低于母材性能。
鐵素體鋼之間的異種鋼焊接用焊接材料一般按韌性要求較高側(cè)的母材選用。焊接接頭金屬的沖擊試驗(yàn)溫度應(yīng)不高于兩側(cè)母材中的較低者。異種鋼焊接工藝評定和產(chǎn)品焊接試板的熱處理狀態(tài)應(yīng)與容器最終使用狀態(tài)相同,性能檢驗(yàn)時(shí)應(yīng)符合下列要求。
① 焊接接頭的拉伸和彎曲試驗(yàn)要求按兩側(cè)母材中的較低要求。
② 焊接接頭金屬強(qiáng)度較低側(cè)的熱影響區(qū)的沖擊功要求按較低強(qiáng)度側(cè)母材要求,強(qiáng)度較高側(cè)的熱影響區(qū)的沖擊功要求按較高強(qiáng)度側(cè)母材要求。
(3) 奧氏體鋼
奧氏體鋼之間的焊接材料選用應(yīng)符合下列要求。
① 焊縫金屬含碳量不大于0.10 % 。
② 焊縫金屬的化學(xué)成分應(yīng)符合GB/ T 983《不銹鋼焊條》中E0-19-10 、E00-19 -10、E00-23-13和GB 4233《惰性氣體保護(hù)焊接用不銹鋼棒及鋼絲》、GB 4242《焊接用不銹鋼絲》中H0Cr21Ni10 、H00Cr21Ni10 、H0Cr26Ni21 的要求。
③ 設(shè)計(jì)溫度低于—100℃時(shí),應(yīng)按NB/ T 47014《承壓設(shè)備焊接工藝評定》進(jìn)行焊接接頭區(qū)的低溫夏比(V 形缺口)沖擊試驗(yàn),并符合表13-4 的要求。
(4)鐵素體鋼與奧氏體鋼之間焊接
鐵素體鋼與奧氏體鋼之間的異種鋼焊接, 一般應(yīng)選用Cr23Ni13 或Cr26Ni21 型高鉻鎳或鎳基焊接材料,焊后原則上不再進(jìn)行消除應(yīng)力熱處理。該類異種鋼焊接工藝評定和產(chǎn)品焊接試板應(yīng)符合下列要求。
①焊接接頭抗拉強(qiáng)度不低于兩側(cè)母材中最低抗拉強(qiáng)度的較小值。
② 鐵素體鋼側(cè)熱影響區(qū)的沖擊功應(yīng)按鐵素體鋼的抗拉強(qiáng)度,符合表13 - 4 的要求.焊縫金屬的沖擊功也應(yīng)符合表13-4 的要求。
③接頭應(yīng)進(jìn)行側(cè)彎試驗(yàn),試驗(yàn)方法按NB/T 47016《承壓設(shè)備產(chǎn)品焊接試件的力學(xué)性能》進(jìn)行。彎曲試驗(yàn)后在拉伸面上的焊縫和熱影響區(qū)內(nèi),沿任何方向不得有單條長度大于3mm 的開口缺陷,試樣的棱角開口缺陷不計(jì), 但由于未熔合、夾渣或其他內(nèi)部缺陷引起的棱角開口缺陷長度應(yīng)計(jì)入。
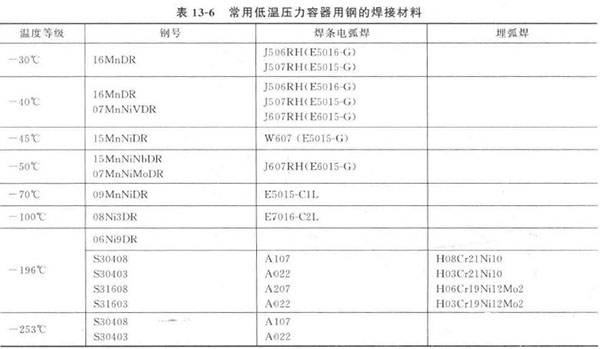
常用低溫壓力容器用鋼的焊接材料
常用低溫壓力容器用鋼的焊接材料見表13 - 6 。
滄州五森管道設(shè)備有限公司 管道支吊架