近年來異種鋼焊接應用十分廣泛,在航空航天、石油化工、機械行業等行業應用越來越多[1]。但由于異種鋼在化學成分、冶金相容性、物理性能和化學性能等方面存在較大差異,在焊接過程中會出現合金元素的遷移、化學成分、金相組織的不均勻,還會產生熱應力、焊接變形,出現焊接裂紋等,降低焊接接頭的力學性能[2]。
本文針對12Cr2Mo1鉻鉬鋼和S30408不銹鋼的異種鋼焊接接頭,進行焊接性分析,選擇合適的焊接方法、焊接材料和焊接工藝參數,并進行焊后熱處理,根據NB/T47014《承壓設備焊接工藝評定》進行焊接工藝評定,分析異種鋼焊接接頭的力學性能,制定焊接作業指導書,用于指導實際生產。
1 焊接性分析
12Cr2Mo1為低合金耐熱鋼,具有良好的耐高溫和抗氫性能,主要用于制造加氫裝置的反應器和熱交換器等設備中,12Cr2Mo1的鉻和鉬能顯著提高鋼的淬硬性,在一定的冷卻速度下,焊縫金屬和熱影響區內可能形成對冷裂敏感的顯微組織。
含有大量的Cr、Mo等強碳化物形成元素,使接頭的過熱區具有不同程度的再熱裂紋敏感性。在350-550℃溫度區間長期運行時,當有害殘余金屬總含量超過容許極限時,發生的漸進的脆變現象。
S30408為奧氏體不銹鋼,兩種鋼材之間化學成分、金相組織、物理性能和化學性能等方面有較大差異,焊接時容易出現以下問題。
1.1焊縫的稀釋
在焊接過程中,焊縫金屬會受到12Cr2Mo1熔敷金屬的稀釋作用,在緊靠12Cr2Mo1一側熔合區的焊縫金屬中,形成和焊縫金屬成分不同的過渡層,母材合金含量越大,稀釋率越大,熔合比越大,稀釋率也越大。12Cr2Mo1一側過渡層可能會因稀釋而產生脆性馬氏體組織。.
1.2 碳遷移
高溫下,由于鉻元素與碳原子的親和能力很強,易形成碳化鉻的化合物,在焊接過程中,12Cr2Mo1一側因貧鉻而使碳原子脫離形成脫碳區,進而軟化,晶粒粗大,脆性增大,抗腐蝕能力下降,而S30408一側因富含鉻而使碳原子向其遷移形成增碳層,進而硬化,晶粒變細,性能變好。
1.3 焊接應力
由于兩種材料的熱導率和線膨脹系數不同,焊接過程中,高溫區產生熱應力,并且該熱應力無法消除,使焊縫和熔合區附近產生附加拉應力,在冷卻過程中,因收縮不一致產生焊接殘余應力,導致在12Cr2Mo1側產生裂紋。
2 焊接工藝評定
2.1 材料的化學成分和力學性能
評定用材料為12Cr2Mo1和S30408不銹鋼,規格均為400mm×150mm×10mm,兩種材料的化學成分和如表1所示
2.2 焊接方法
為了減少焊縫的稀釋,防止產生冷裂紋和再熱裂紋,12Cr2Mo1和S30408異種鋼焊接時,在12Cr2Mo1側先堆焊鎳基焊材,選用熔合比小、稀釋率低的焊接方法,鎢極氬弧焊和焊條電弧焊的熔合比較小,焊縫成分也比較穩定,因此,該異種鋼選用氬弧焊打底,焊條電弧焊蓋面的焊接方法。
2.3 焊材
采用鎳基焊條ENi6182和鎳基焊絲SNi6082,利用鎳的石墨化作用阻礙形成碳化物,減小過渡層,防止產生脆性的馬氏體組織,進一步抑制12Cr2Mo1中的碳遷移。
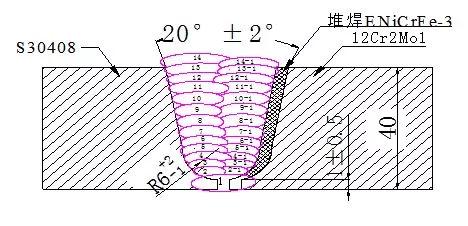
2.4 焊接坡口
對于焊接坡口形式,應盡量考慮焊接層數、填充金屬量、熔合比和焊接殘余應力,設計的坡口形式及尺寸如圖1所示。
2.5預熱和層間溫度控制
12Cr2Mo1顯微組織為回火貝氏體,S30408顯微組織為奧氏體,12Cr2Mo1具有淬硬性、再熱裂紋傾向和回火脆性,而 S30408具有良好的焊接性,根據兩種材料的化學成分、接頭形式、焊接方法和焊接材料等考慮,通過焊接性試驗確定,預熱溫度在200℃左右,焊接的道間溫度控制在100℃之內,焊后立即進行350℃×2h后熱處理。
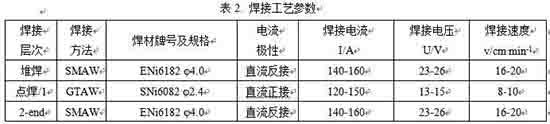
2.6 焊接工藝參數
焊前,對坡口及兩側各200mm之內的氧化層、油污、水分、鐵銹等進行清理,具體的焊接工藝參數如表2所示。
2.7 焊后消除應力熱處理
焊后消除應力熱處理是防止焊接裂紋的重要工藝措施,12Cr2Mo1和S30408異種鋼焊接時,會產生很大的焊接殘余應力,因此,焊后需要進行690±10℃×2h的熱處理,以消除焊接殘余應力,避免裂紋的產生。
3. 工藝評定結果及分析
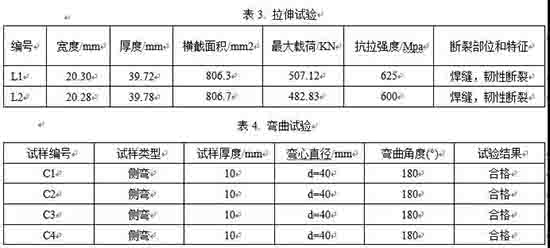
焊接工藝評定采用NB/T47014-2011《承壓設備焊接工藝評定》標準進行,對評定試板進行外觀檢查,表面沒有氣孔、夾渣、裂紋等缺陷,然后進行100%射線檢測,射線檢測按照NB/T47013-2013《承壓設備無損檢測》評定,Ⅱ級合格。按照NB/T47014-2011標準要求加工試樣,進行拉伸、彎曲和沖擊等力學性能試驗,力學性能試驗結果如表3、表4、表5所示。
由上述數據可知,拉伸、彎曲和沖擊試驗都合格,說明所制定的焊接工藝滿足要求,焊接接頭的性能符合規定。
4. 結論
(1)采用熔合比小、稀釋率低的氬弧焊打底,焊條電弧焊蓋面的焊接方法,在12Cr2Mo1側先用焊條電弧焊堆焊鎳基焊材選用鎳基焊絲SNi6082和鎳基焊條ENi6182對12Cr2Mo1和S30408異種鋼進行焊接,通過合理的焊接工藝,獲得了性能符合標準規定的焊接接頭。
(2)按照NB/T47014-2011《承壓設備焊接工藝評定》,對焊接接頭進行了力學性能試驗,拉伸試樣斷在焊縫上,為韌性斷裂,抗拉強度滿足標準要求,彎曲試樣和沖擊式樣滿足標準要求。
滄州五森管道設備有限公司 隔熱管托