對于任何一個單位,只要經過熱處理,隔熱管托出一點質量問題實屬難免,缺陷分析應該實事求是,但現實很不公平,沒有人給我們熱處理人當裁判,只要出現質量問題,總有人對你說三道四。積累了不少冤假錯案,也許一輩子也不會“平反昭雪”。以下從設計、材料、鍛造、磨削4個方面闡述對熱處理的傷害。
1 設計不良造成的熱處理廢品
機械設計師應該懂一點熱處理,但現實中由于設計不良而導致刀具、模具、量具等熱處理開裂比比皆是。由于重冷輕熱傳統觀念的影響,只要在熱處理中開裂的,罪過總是熱處理的。
先以模具設計為例,設計不僅要結構合理,還應根據模具的服役條件和受力狀態選擇材料,制定合理的熱加工工藝,以達到希望的硬度值和力學性能。此外,還要對鋼材料的纖維取向、模具的幾何形狀變化、圓角曲率半徑的大小給予周全的考慮,有必要還要進行相關的實踐驗證。
當前模具設計對熱處理的危害主要表現在:模具結構不盡合理(截面尺寸不均、多處不是圓角過渡);硬度要求不甚合理;選材錯誤,比如用40Cr制作的工模具,尺寸遠遠超過其臨界淬火直徑,隔熱管托油淬不硬,水淬易裂。
刀具設計也有不合理的地方,比如用M42之類的高性能高速鋼,動輒要求67~69HRC的高硬度,造成刀具早期脆斷,有的根本就不能使用。我們要以現實為鏡,不能盲目追求高硬度,超硬高速鋼也不能超硬度。根據我們多年的經驗,M42之類的高性能高速鋼制刀具,根據不同產品,將硬度控制在66~67.5HRC較妥。
2 原材料不良導致熱處理失誤
材料是基礎,基礎不牢地動山搖。原材料不良主要體現在以下10個方面。
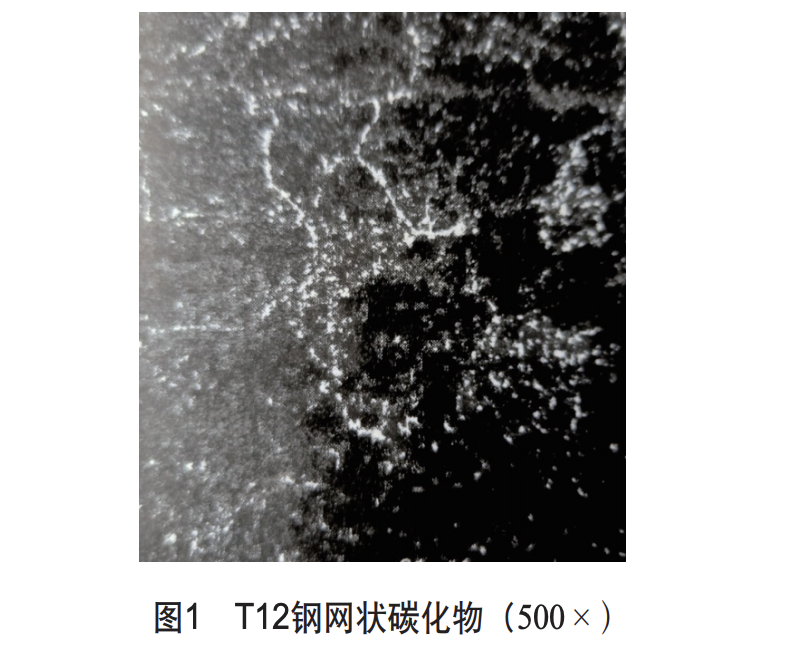
01 網狀碳化物
當模具鋼存在嚴重的網狀碳化物時,使脆化增加,隔熱管托在沖切過程中易在應力集中部位形成微裂紋,隨著沖切次數的增加,微裂紋擴展,最終導致斷裂,如圖1所示。
02 帶狀組織
當原材料存在帶狀組織時,淬火組織也呈帶狀。這種組織不均勻狀態會導致內應力增加,嚴重降低工具的使用壽命。此外,球化退火不良或其他原因遺留的網狀、帶狀碳化物,也是工具早期脆裂的原因之一。
03 碳化物偏析
高速鋼的碳化物偏析對刀具裂紋的形成傾向有很大的影響。研究表明,一旦碳化物偏析≥5級時,按正常的溫度淬火,形成裂紋的敏感度激增。這是因為鋼中的碳和合金元素較集中的區域在一定程度上降低鋼的熔點,即使在正常的淬火溫度下,也易出現過熱和過燒組織。
04 疏松
疏松是大規格材料常見的一種組織缺陷,隔熱管托使鋼材料的強度下降,熱處理時易裂。
05 表面裂紋
原材料的表面裂紋,在淬火前必須徹底清除,否則淬火后會進一步擴大。
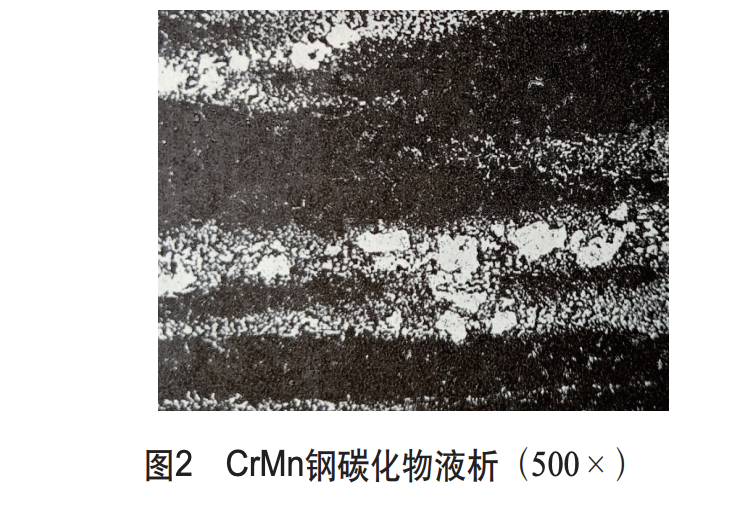
06 碳化物液析
鋼材在凝固過程中,由于碳和合金元素的偏析,冷卻時使偏析處——液體中析出大塊碳化物,在隨后的熱加工冷卻過程中不易被除,它以大塊碳化物帶狀形式沿鋼的軋制方向存在于鋼材中,這種偏析稱為液析。液析使鋼的脆性增大,金屬基體被切割,淬火易裂。
07 脫碳
脫碳不應超過國家相關標準,并且在淬火前要全部去除,如果有脫碳,由于相變的不一致性,易形成淬火開裂。
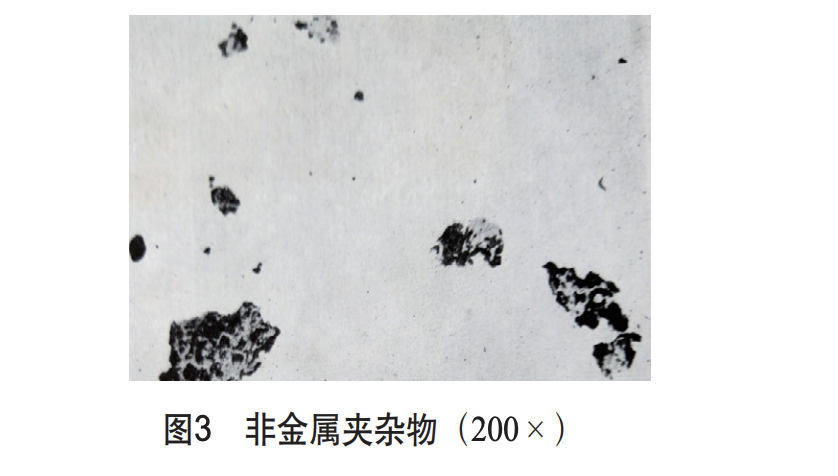
08 夾雜物
夾雜物是鋼中常見的一種現象,依其性質可分為金屬夾雜物和非金屬夾雜物。夾雜物對鋼的質量危害極大,對鋼的基體起破壞分割作用,降低鋼的塑性和強度,使鋼在鍛造、熱處理時易在夾雜處形成裂紋。
09 成分配比不合理
此問題在其他鋼中影響不明顯,很少人去研究,但在高速鋼中就敏感多了。比如當M2鋼的C含量在下限(0.80%),而V含量在上限(2.2%)時,致使鋼的碳飽和度低于 0.76,淬火回火后硬度達64HRC都難,刀具性能差、壽命短。
10 熱處理工藝性能差
近年來,常發現國內某公司生產的W18鋼扁條,用1220~1270℃淬火,隔熱管托金相、硬度基本一致,沒有二次硬化效應。淬火時碳化物溶不進,回火時碳化物析不出,刀片質量差,客戶反映不佳。
3 鍛造導致的熱處理失誤
鍛造與熱處理的關系非常密切,它對熱處理的傷害主要體現在以下三個方面。
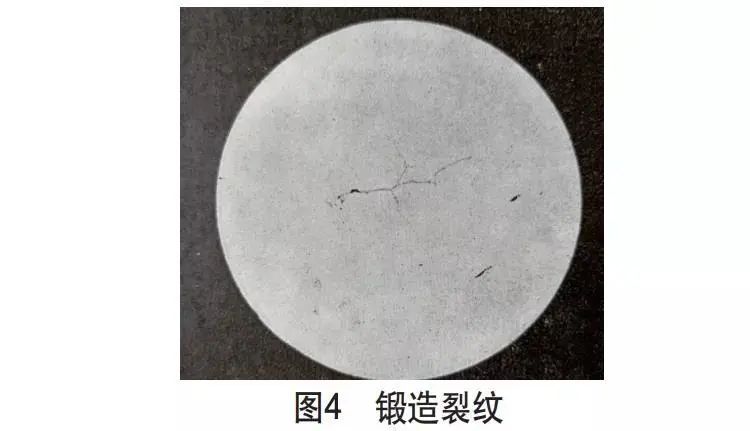
01 鍛造裂紋
有些單位在鍛造薄片車拉刀條時,極易產生縱向表面裂紋,在淬火前若不能徹底清除,必會在淬火后重現且擴大。
02 脫碳
手工自由鍛或在反射爐中加熱的高合金鋼鍛件,脫碳是肯定的,但退火要保護好,且在加熱前應該徹底清除掉。事實上,有些單位為了節約貴重的原材料,使加熱前留有0.1~0.15mm的脫碳層,給熱處理帶來難題。
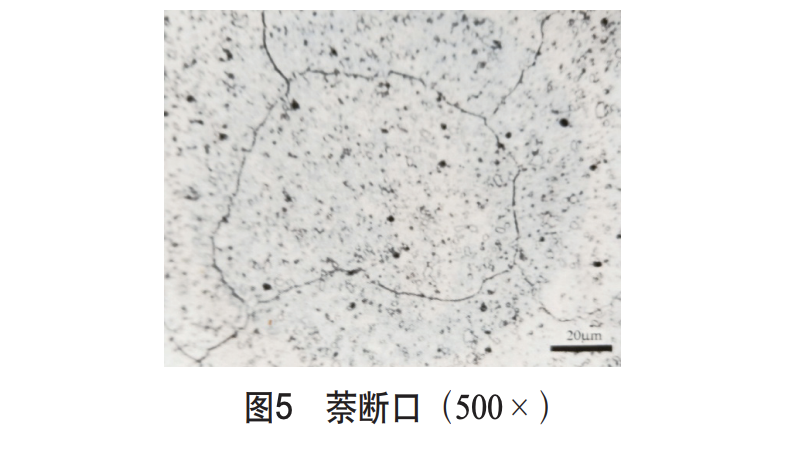
03 萘斷口
我們曾發現φ200mm×3mm鍛件M2鋼制中齒鋸刀片銑刀,淬火金相檢驗時發現一邊有萘斷口,而對邊組織正常,萘斷口形貌如圖5所示。
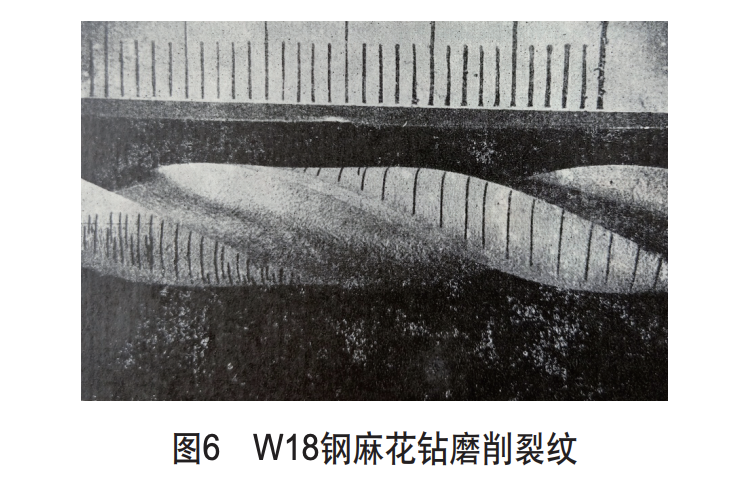
4 磨削裂紋
滲碳鋼或高合金鋼件熱處理后一切正常,但在磨削表面出現垂直于磨削方向的龜裂,隔熱管托是典型的磨削裂紋。只要回火充分,不過熱,熱處理無過失。
結束語
從上述4種情況來看,設計、材料、鍛造、磨削等與熱處理關系密切。隔熱管托熱處理受制于人,一旦出現質量問題,熱處理即是罪人。應該實事求是,找出真正原因,還熱處理一個清白,給熱處理一片沃土,讓其健康成長。










